Способы лужения кузова авто
Способы лужения кузова авто
Ремонтные работы, предполагающие правку кузова автомобиля, редко обходятся без специальных операций, связанных с лужением металлических деталей. Пайка кузова оловом – распространённая процедура, требующая умелого владения техникой работы с паяльным инструментом. При её проведении расплавленный припой сначала наносится на соединяемые детали, а затем за счёт диффузии сплавляется с металлом заготовок.
После затвердевания устанавливается надёжный контакт листовых элементов кузова между собой. К специфике операций лужения следует отнести и то, что температура плавления припоя заметно ниже, чем тот же показатель для соединяемых металлов.
Назначение и преимущества
Лужение металла оловом применяется в следующих отраслях промышленности:
- Электроника и радиотехника. Олово защищает платы от коррозии.
- Авиация и машиностроение. Многие элементы конструкции станков и летательных аппаратов подвергают обработке.
- Кабельно-проводниковая. Помимо резиновой изоляции олово предохраняет металлические проводники от воздействия серы, которая содержится в резине и пластике.
- Пищевая. Практические все кухонные принадлежности, имеющие отношение к приготовлению пищи, защищают с помощью специального пищевого олова, которое не несет угрозы для здоровья человека. Также оловом покрывают емкости, предназначенные для изготовления консервов: это увеличивает срок их хранения – многие солдаты срочной службы помнят советскую тушенку пятидесятых годов, которая до недавних пор находилась на военных складах как неприкосновенный запас.

Оловянное покрытие используют в качестве средства предварительной обработки подшипников перед их заливкой баббитом. Также лужение – неотъемлемая часть технологической цепочки выполнения беззазорного соединения, которое называют фальцевым швом.
Однако наибольшую популярность технология лужения приобрела в качестве средства для предварительной подготовки перед пайкой. Это обусловлено следующими причинами:
- Производительность. Современные технологии позволяют выполнить лужение большого числа элементов за короткий промежуток времени – недаром его активно применяют на массовом производстве.
- Надежность. Химическая инертность олова обеспечивает надежную защиту от влаги, солей и органических кислот.
- Стойкость покрытия. Олово и его сплавы обладают высокой адгезией к любой к металлической поверхности. Пластичный слой не разрушается под действием механической обработки детали.
- Термостойкость. Луженое покрытие выдерживает значительные перепады температур.
Сферы применения
Различные виды припоев востребованы в разных областях и отличаются по своим физическим свойствам и полезным характеристикам:
- Состав припоя ПОС-18, помимо олова и свинца, содержит такие элементы, как сера, железо, алюминий и т. д. Температура расплава этой смеси составляет от 180 до 285 градусов. В основном сплав используется в жидком виде, при этом обладает некоторыми достоинствами: сниженным уровнем хрупкости, устойчивостью к влиянию влаги. Из недостатков можно отметить наличие свинца и отсутствие серийного производства вещества. Области применения – лужение отдельных частей кузова автомобилей, пайка элементов радиоустройств, использование в ремонте отопительных систем.

- Одинаковым процентным содержанием свинца и олова отличается состав ПОС-50, но также в него входят примеси железа, меди, висмута, цинка и даже мышьяка. Полученный металл обладает высокой текучестью, электропроводностью и хорошими теплопроводящими качествами, однако не подходит для ручной пайки из-за быстрой кристаллизации. Припой этого типа можно применять для обработки швов в деталях, требующих максимальной герметичности, к примеру, в системных блоках ПК небольшой мощности, измерительной технике.

- Для ремонта бытовых устройств больше подходит состав ПОС-30, относящийся к мягким сплавам, обладающий высокой твёрдостью и тёмным цветом. Основное его преимущество – возможность пайки мелких элементов из-за малого сопротивления, а в некоторых случаях – замена вышедших из строя дорогостоящих деталей. Состав применяется и для лужения цинкового листа.

- Припой ПОС-90, в составе которого 90% олова и только 10% свинец, подходит для ремонта медицинской аппаратуры и реставрации пищевой посуды.

Паять при помощи оловянного сплава можно разные металлы:
- Если это нержавеющая сталь с содержанием хрома, никеля и титана, то вид припоя будет зависеть от условий работы. В сухом помещении применяются составы с добавлением хрома и никеля, при высокой влажности в них должно входить серебро с минимальным количеством никеля.
- Для создания украшений из серебра паять этот металл оловом допускается, но делать это нужно очень аккуратно, применяя для паяльника тонкое жало.
- Что касается никеля, его тоже можно паять оловянными припоями, когда нужно получить отдельные детали приборов и систем, применяющихся в химической промышленности.
- Для прочных соединений изделий из чугуна, включая монтаж трубопроводов разного назначения, используется оловянный припой с добавлением латуни или никеля.
- Посредством припоя оловом можно проводить ремонт топливного бензобака автомобиля при его небольших повреждениях, и для этого не надо заливать в него воду.
Особый вид припоя ПОССу состоит из олова, свинца и сурьмы и нашёл применение в ремонте холодильников, автомобильных цепей, любых изделий с цинковым покрытием.

Лужение современного покрытия
 Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.

Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Подготовка изделий
Чем чище будет поверхность металла, тем прочнее к ней прикрепится припой. Поэтому в зависимости от требований к самой заготовке используются разные способы подготовки к лужению металла.
 Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Следующий способ подготовки к лужению заключается в шлифовании металла шкурками и дисками. Этот этап является доработкой изделия, то есть, доведение его поверхности до максимальной ровности.
Применяют обезжиривание с помощью натриевых составов: едкий натр – 10-15%, фосфорнокислый натрий – 10-15%, углекислый натрий – 10-15%-ный раствор. Добавим, что химические растворы перед использованием надо нагреть до 50-80С.
Применяют также травление. Для этого используют серную кислоту.
Заплатка своими руками на кузов автомобиля припаянная с помощью припоя и паяльника
Второй вариант установки заплатки можно отнести еще к эре советских автолюбителей, когда в ходу было лужение чайников и тому подобные вполне бытовые процедуры на первый взгляд. Сварочные автоматы тогда были редкость, да и обычные трансформаторные сварочники были не у всех, а дырки образовывались с незавидной частотой. Так что выход искать надо было, и он был найдет. Пайка металла с помощью мощного паяльника и припоя, вот что может ликвидировать отверстия в кузове прогнившего авто. Как и для пайки, здесь нам необходим будет флюс для пайки.

Его роль заключается в создании вокруг места для пайки защитной пленки, которая будет препятствовать быстрому окислению, тем самым улучшая качество соединения припоя и металла, который мы паяем. Для этого прекрасно подойдет паяльная кислота. Последнюю можно приобрести в радиомагазинах. Теперь о паяльнике. Мощности обычного паяльника вроде 25-40 Ваттного паяльника явно не хватит для того чтобы разогреть металл и припой. Здесь нужен паяльник на 1 КВатт или около того. Можно использовать паяльник разогреваемый на паяльной лампе или вовсе газовую горелку.
Припой лучше взять твердоплавкий, работать с ним будет несколько сложнее, но зато его стойкость тоже будет повыше. Отверстия очищаем от ржавчины и грязи. а края до металла.

Если отверстия маленькие, то их просто можно постепенно «затянуть» припоем, от краев к центру. Вначале припой наносится на края, а потом наращивается к середине отверстия.

Далее зачистить и шпаклевать.

Если отверстие большое, то можно использовать жестяную пластину, например от консервы. Пластина припаивается к краям отверстия.

Далее вдавливается чуть внутрь и шпаклюется.
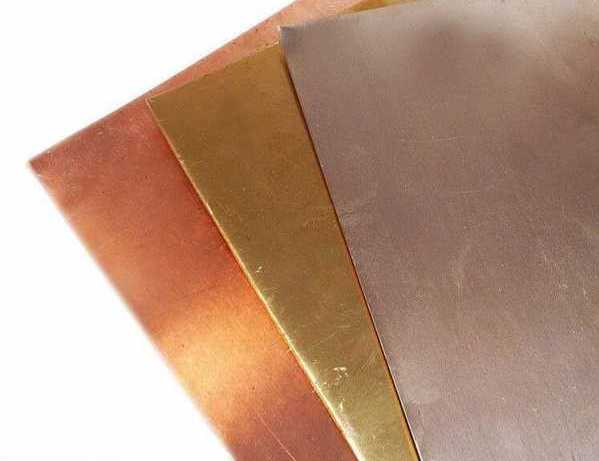
Классификация латунных сплавов

Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Особенности
Такой металл, как олово, известен человеку с древности, его свойства позволили применять его для изготовления оружия и инструментов. Благодаря олову появилась бронза, из которой стало возможным создавать самые разные бытовые принадлежности, а также ювелирные украшения.


Данный элемент обладает многими интересными характеристиками, среди которых:
- высокая степень ковкости, посредством давления, за счёт хорошей пластичности и устойчивости к деформации;
- лёгкая плавкость, температура плавления – 231,9 градуса, что даёт возможность делать сплавы с другими металлами;
- плотность элемента сходна с плотностью железа;
- металл способен закипать при существенно высоких температурах и долго находиться в жидком виде;
- в состоянии кристаллизации олово обладает серебристым цветом с характерным металлическим блеском;
- также изделия из этого химически чистого вещества при воздействии низких температур могут трансформироваться в порошок серого цвета.

Из всех свойств олова, пожалуй, самым важным является его плотность, поскольку она позволяет использовать металл для создания различных сплавов.
Не секрет, что олово применяется для припоя всевозможных частей и микросхем радиоэлектронных приборов, и оно, действительно, идеально для этого подходит, поскольку хорошо плавится, но из-за высокой стоимости состав, основой которого является это вещество, дополняется разными присадками.


Олово для пайки чаще всего включает свинец, но также для этого используются никель, кадмий, серебро, цинк, медь и сурьма. Добавки выбираются в зависимости от металла деталей, которые должны сохранять целостность. Поэтому вещество соединяют с элементами, дающими определённую температуру плавления.
В России особенно востребованным составом для припоя является сплав олова и свинца (ПОС) – это мягкие сплавы с плавлением при 300 градусах.
Выпускается паяльное олово в виде специальной пасты, прутков, шариков и проволоки.

Лужение сварных швов и металла кузова
Автор темы Vityok, 29.11.2004, 11:56
- 5 страниц
- Авторизуйтесь для ответа в теме
#61 D.E.M.O.N

 15
15
- Offline
- Карточка
- ЛС
Сообщение добавлено 18.11.2010, 22:24
Это называется «Я с детства трудности люблю». Все что угодно, но только не антикор в скрытые полости!
Ага, но облудить получится деталь только с одной стороны — внешней. Если облудить ее с двух сторон, то потом ее не получится нормально приварить. В местах сварки олово потечет и там останется голое железо — очаг будущей коррозии. Если сажать на болты, или что тут еще предлагали, то все равно металл в месте крепления деформируется, счищая олово, да и отверстия сверлить все-же нужно.
В общем как ни крути, а антикорить придется.
- ∧
- Полное редактирование
- Быстрое редактирование
#62 angtar
 7
7- Offline
- Карточка
- ЛС
Сообщение добавлено 18.11.2010, 22:49
- ∧
- Полное редактирование
- Быстрое редактирование
#63 RRR
- Offline
- Карточка
- ЛС
Сообщение добавлено 19.11.2010, 8:29
Это называется «Я с детства трудности люблю». Все что угодно, но только не антикор в скрытые полости!
Ага, но облудить получится деталь только с одной стороны — внешней. Если облудить ее с двух сторон, то потом ее не получится нормально приварить. В местах сварки олово потечет и там останется голое железо — очаг будущей коррозии. Если сажать на болты, или что тут еще предлагали, то все равно металл в месте крепления деформируется, счищая олово, да и отверстия сверлить все-же нужно.
В общем как ни крути, а антикорить придется.
- ∧
- Полное редактирование
- Быстрое редактирование
#64 metrolog
 15
15- Offline
- Карточка
- ЛС
Сообщение добавлено 22.11.2010, 20:36
В каком-то старом советском журнале, может даже «Моделист-Конструктор» или что-то подобное, предлагался метод цинкования. Ручная гальваника типа — к кузову один контакт мощного источника (маленькое напряжение и большой ток), а второй провод источника к металлической щетке. Щетка мокалась в ведро с каким-то цинкосодержащим раствором, опытные химики подскажут, а потом этим делом натирался кузов. Долго и муторно.
Только не забывайте, что вечных жигулей не бывает. Все жигули сгниют.
- ∧
- Полное редактирование
- Быстрое редактирование
#65 botan
- Offline
- Карточка
- ЛС
Сообщение добавлено 22.11.2010, 21:07
сегодня выводил «жуков» с кузова.
несколько неприятных мест сзади у фонарей.
под фонарями осветителя номера очень неприятная коррозия, глубокая по типу питтинга.
по опыту «опытных кузовщиков» знаю что бороться с ней традиционными методами бессмысленно, залитые любым слоем краски «жуки» через полгода появляются вновь, так называемая подпленочная коррозия.
поразмыслив отработал технологию ремонта кузова без вскрытия краски для удаления «жуков» подпленочной коррозии.
в общем думаю такая технология пригодится пацанам чтобы не пропадали труды рук и головы.
опишу ее
по многочисленным пробам совершенным в разное время понял что ортофосфорная кислота хорошее средство для борьбы с поверхностной ржавчиной, однако на ржавчину в виде «жуков» под краской с большой глубиной поражения ортофосфорная кислота почти не действует.
причина — очень высокая вязкозть кислоты во первых и нерастворимыые фосфаты как продукты реакции во вторых.
меня это не устроило.
разработал вот что
первая фаза- электроочистка с глубинным травлением.
процедура
на штырь из нержавеющей стали наматывается ветошь в виле маленького тампона.
на штырь — аккумулятора
на кузов + аккумулятора.
реактив- серная кислота ( электролит для аккумуляторов) плюс соляная кислота концентрация 15 процентов.
«жук» вскрывается, просто удаляя ножом краску до чистого металла вокруг
тампон смачивается электролитом и прикладываеется к разрушенному участку кузова.
можно совершать тампоном движения «натирая» место травления.
через минуту- другую метал делается светлосерым без малейших признаков ржавчины, черные точки внутри каналов коррозии так же исчезают, поверхность немного губчатая.
далее промыв водой нанес смочил слабым раствором соляной кислоты и не протирая приложил тампон с электролитом цинкования.
раствор цинкования.
насыпать в стакан 20 грамм металлического цинка
залить соляной кислотой
дать полностью «прошипеть»
добавить чайную ложку поваренной соли и очень желательно несколько кристалликов тиомочевины
в тампон насыпать цинковых кусочков ( гранул) обернуть ветошью и смочить электролитом. стержень токоввод должен при этом быть или титановый или графитовый, остальные металлы разрушаются загрязняя электролит
буквально через минуту на поверхности яркий слой цинка.
после цинкования промыть из шприца большим количеством теплой воды, желательно с добавлением соды, и насухо протереть тряпкой.
наносить ЛКП можно после просушки лампой подогрев до 60-80 градусов.
больше подпленочой коррозии на этом участке не будет, все поры надежно защищены цинком.
сегодня так обработал несколько участков кормы клауса и очень доволен результатом
намного быстрее, чище, и главное эффективнее чем любым другим способом
ps
плотность тока при цинковании ок 3-6 ампер на дм квадратный
на тампоне + акуумулятора.
ток ограничить балластом
О технологии лужения при проведении пайки кузовных деталей
Реставрация кузова оловом – основы.
Здравствуйте!
Выкладываю информацию из книги по реставрации автомобилей.
Будет хорошо, если кто-нибудь из форумчан попробует на практике, а затем выложит фотографии процесса.
Уважаемые модераторы могли бы перенести описание моих экспериментов из другой ветки.
Удачи!
А отсканировать на нормальном сканере есть возможность? Или напиши название журнала год и номер выпуска, а то с фотографированных изображений не очень удобно читать ;( а так – интересная темка ))
Skyline HGC211 2000GT 1981 Turbo
КНИГА
ББК 39.335.5
УДК 626.114.6
А 94
Кузова: ремонт в деталях. Новая жизнь старого автомобиля. Серия: “Сам себе Автомеханик”. Практическое руководство. Под редакцией С. Афонина. “ПОНЧиК”, 2004 г., 140с.Ссылка:
Источник http://avto-remont.com.ua/index.php?productID=2071
О, другой разговор )
П.С. видел видео с данным способом ремонта мелких косяков, т.н. “Hugo project”. Парни восстанавливали кузов Z240.
Skyline HGC211 2000GT 1981 Turbo
Есть еще такие нескучные комиксы с подобным содержанием …..
CROWN GS121
CAMRY SV32
CERES AE100
Источник http://vk.com/id159152798
Насколько я знаю припой использовали раньше, когда еще не было полимерных шпаклевок. Потом шпаклевки этот метод вытеснили, т.к. лужение гораздо более трудоемко. Насчет защиты от ржавчины тоже очень спорно – не скажу точно про свинец, но олово и железо образуют гальваническую пару, в которой первым сгниет железо.
SUBARU LEGACY, 2008г.
TOYOTA CORONA TT132, купеха, 1980г.
Победа ГАЗ-М20, 1948г.
Сообщение от
Саня на Висте 
Насколько я знаю припой использовали раньше, когда еще не было полимерных шпаклевок. Потом шпаклевки этот метод вытеснили, т.к. лужение гораздо более трудоемко. Насчет защиты от ржавчины тоже очень спорно – не скажу точно про свинец, но олово и железо образуют гальваническую пару, в которой первым сгниет железо.
плюс пайки в том что припой не дает усадку, что очень важно при ремонте панелей, которые у всех на виду и первыми бросаются в глаза… кстати, на моих маздах два шва на крыше идут пропаянные с завода…
Сообщение от
Саня на Висте
Насчет защиты от ржавчины тоже очень спорно – не скажу точно про свинец, но олово и железо образуют гальваническую пару, в которой первым сгниет железо.
как раз наоборот, олово дает обратный эффект, железо целее будет ) П.С. давным-давно, когда еще машинами слабо интересовался, на глаза попадалась советская книжка, где для сохранения куузовов авто предлагали крепить оловянные пластинки в наиболее подверженных коррозии местах, для их защиты.
П.П.С. 965е Запорожцы шли с луженым днищем, что Очень положительно сказывалось на их сохранности (видел собственными глазами
Skyline HGC211 2000GT 1981 Turbo
лудил,впринципе не сложно,но сначала нужно поймать момент(недогреешь,рассыпается,перегреешь-стекает)лудить надо маленькими кусочками,вырезав ржу и поставив сзади заплатку на распорке,70%свинца+30%олова(олово с*ка дорогое),для разогрева использую американскую горелку бензоматик+балон 20 часов работы,балончик небольшой 70см,так что подлезть можно хоть куда,идеальное решение для задних арок(заплатки вечные)из минусов:трудоемкая работа, доргие расходники(олово 100р пруток15см,балон газа 800-1000р)процесс:неперегреваем железо,ровно как шпаклевку не выведем(по верх заплатки после грунтовки тонким слоем шпаклевка),не забываем о респираторе(опилки олово+свинец не выходят из организма)в процессе обработки(только вручную наждачкой) изготовление лудильного материала:взвешиваем по указ.формуле(больше свинца,мазаться не будет)кидаем в банку и на костер(расплавилось,перемешали)медленно выливаем внутрь уголка(пруток получается тонкий,мусор остается на дне банки)
Сообщение от
Banderos
как раз наоборот, олово дает обратный эффект, железо целее будет ….
Таблица электродных потенциалов металлов http://www.dpva.info/Guide/GuideChem…icalCorrosion/. К примеру цинк и магний имеют потенциал ниже, чем у железа, поэтому часто используются для его защиты от коррозии, олово и свинец наоборот имеют потенциал выше – железо сгниет первым.
Победы и 21-е Волги лудили не для защиты от коррозии, а для выравнивания неровностей металла – тогда просто не было полимерных шпаклевок. Может конечно лужение и имеет свои плюсы, например меньшую усадку, но зато очень трудоемко по сравнению с современными шпаклевками.
Последний раз редактировалось Саня на Висте; 03.02.2011 в 20:25 .
SUBARU LEGACY, 2008г.
TOYOTA CORONA TT132, купеха, 1980г.
Победа ГАЗ-М20, 1948г.
Значит англичане не умеют восстанавливать ретро?ведь в основном у них используется лужение,мой чайзер уже 3 года с олово-свинцовыми латками и не ржавчинки,возьмем такой пример:когда-то я купил двойку 1982г,”шкура” на дверях во всю цвела,когда убирал коррозию и лкп то обнаружил что”шкура”не приварена,а припаяна оловом,было царство ржи,тогда как возле паек и под ними ни пятнышка(вот тебе и потенциал)
на моём на кромке капота вмятина- подумываю об оловянном способе.
в самый раз,потом по олову тонкий слой шпаклевки
И держится крепче шпакли, не трескается.
лужение кмк уместно там, где это предусмотрено технологическими картами.
пример – победа, зисы-зилы, прочее до- и послевоенное ретро.
из-за несовершенства тогдашних штампов на кузове победы могло висеть до 60кг припоя…
использовался он из-за отсутствия шпаклевок, но никакак не из антикоррозийных соображений.
кстате луженые закаты, скажем на победе, гниют тока в путь, причем с виду все пристойно,
а под слоем олова труха…
чего не пойму, зачем на высокотехнологичную японскую технику вешать лишние килограммы сплава,
котрый в паре с флюсами неизвестно как себя поведет?
друзья, 21 век на дворе, грунтов противокоррозийных, шпаклевок всяких чертова туча.
дешевле это, технологичнее и более уместно для нашего с вами как-бы ретро…
Последний раз редактировалось LIr&Mt!; 04.02.2011 в 22:33 .
лужение кузова автомобиля
Я искал какой-нибудь способ подготовки моих самодельных печатных плат. Одно из решений, которое пришло мне в голову — это оплавление паяльной пастой. Другое очень крутое использование паяльной пасты — это ремонт латунных деталей — таких как трубы, тромбоны и тубы, потому что все, что нужно сделать, это разогреть соединение с намазанной пастой, и при правильной температуре оно склеивается. Если вы искали паяльную пасту в интернете, то знаете, что она стоит очень немало.
При кузовном ремонте одним из способов соединения деталей металлических, металлизированных является пайка. Этот технологический процесс осуществляется благодаря расплавленному припою.
О технологии лужения при проведении пайки кузовных деталей

При кузовном ремонте одним из способов соединения деталей (металлических, металлизированных) является пайка. Этот технологический процесс осуществляется благодаря расплавленному припою. При затвердевании его, вследствие диффузии в основной металл, происходит надежное соединение скрепляемых деталей автомобиля. Во время выполнения таких работ температура плавления припоя намного ниже, чем у основного металла, который не расплавляется. О процессе работы и лужении кузова автомобиля при ее проведении рассказано далее.
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
 Припой с содержанием свинца (Pb 74%), олова (Sn 25%) и сурьмы (1%).
Припой с содержанием свинца (Pb 74%), олова (Sn 25%) и сурьмы (1%).
- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
Удаление краски
Подготовительные работы перед лужением проводятся с целью очистки поверхности металлических заготовок от следов, оставшихся после окрашивания кузовных элементов. Для этого можно воспользоваться дрелью, оснащённой чистящей насадкой в виде «ёршика» с металлическими щетинками.

При небольших объёмах работ удобнее использовать крупную шкурку. По завершении удаления краски нужно стереть с поверхности остатки пыли и микрочастиц чистой фланелью, пропитанной в растворителе.
Технология лужения кузова автомобиля
Предлагаем более детально рассмотреть процесс превращение дефективного кузова автомобиля в блестяще отремонтированный участок. Основная сфера применения технологии – это нерихтуемые места, ребра, сварочные швы и имеющиеся зазоры. Все это можно легко исправить и получить идеальную геометрию имея под рукой горелку и деревянный шпатель. Процесс лужения осуществляется поэтапно:
- Легкая шлифовка нужного участка абразивом и продувка сжатым воздухом. Во время этого осуществляется удаление имеющейся пыли и зерен наждачной бумаги.
- Подготовка поверхности – создание тонкой олово-свинцовой пленки, на которую уже лепится нужный слой. Использование в процессе лужение специальных паст значительно упрощает все процессы и не требует специальных умений и навыков.
- Кисточкой состав из банки наносится на поверхность, прогревается пропановой горелкой и протирается тряпкой. Из серо-матовой поверхность превращается в блестящую. На данном этапе важно не перегреть поверхность, чтобы не подгорела основа полуды, поскольку могут остаться пятна. Нагревание должно проходить, пока не заметите легкое вскипание. Не дожидаясь остывания, протираете поверхность тряпочкой.
- В специальном лоточке разогревается пруток припоя до размягчения. Консистенция должна быть как у сливочного масла. На подготовленную поверхность деревянной лопатой наносится припой, наращивается до нужной толщины. Затем слегка прогревается горелкой и повторно разглаживается. В течении последующих 1-2 минут с помощью рыхтовочной плиты поверхности придается необходимая форма. Если данного слоя припоя недостаточно, процесс повторяется заново до получения нужной толщины и требуемой формы.
- С помощью наждачной бумаги на шлифке или вручную деталь доводится до совершенства, уменьшаются риски и кратеры. После этого работают автомаляры – поверхность обрабатывается эпоксидными грунтами, тиксотропной шпатлевкой, грунтовкой-наполнителем и другими расходными материалами.
Обработка флюсом
Необходимость в предварительной обработке флюсовым составом объясняется желанием не допустить окисления поверхностей до начала и в процессе проведения работ. В качестве флюса могут использоваться хлористый цинк, а также его производные с добавлением канифоли и стеарина.

В процессе покрытия листовых заготовок необходимо внимательно следить за тем, чтобы не образовалось «пропусков» или не закрытых флюсовым составом мест. В противном случае их будет очень сложно залудить и пропаять.

Поскольку хлористый цинк является химически активным продуктом – для его хранения должна использоваться только стеклянная посуда. По окончании обработки кузова поверхность необходимо тщательно протереть, чтобы удалить остатки реактива и исключить вероятность окисления металла.

Применение специальной пасты для лужения, в состав которой входит флюс и припой, ускорит работу. После ее нанесения поверхность кузова останется всего лишь прогреть газовой горелкой, и она будет готова к пайке.
Завершающий этап
Результат пайки можно испортить своими руками, даже если вы тщательно выполните все пункты инструкции. Дело в том, что после пайки нужно ещё уделить внимание ремонту автомобиля:
- Шпатлёвка. Тот шов на бампере, который оставили сетка и паяльник, выровняйте при помощи шпатлёвки. Чаще всего автомобилисты выбирают полиэфирное вещество – его не нужно долго готовить к работе, а достаточно своими руками смешать с отвердителем.

Результат ремонта бампера
- Грунтовка. Многих людей интересует, сколько слоёв грунта нужно наносить. В большинстве случаев достаточно один раз аккуратно пройтись веществом по поверхности машины.
- Покраска. Подождите пятнадцать минут, пока грунтовка высохнет – и приступайте к покраске бампера. Вы можете осуществить это двумя способами – нанеся краску кисточкой или же распылив её специальным аэрозолем.
Московский автомобильно-дорожный государственный университет , г. Москва. Уровень образования: Высшее. Факультет: АТ. Специальность: Инженер спец. Автомобили и автомобильное хозяйство. Опыт работы в автомобильной отрасли (мастером-консультантом…
Заплатка своими руками на кузов автомобиля из стекловолокна
Первый вариант, предложенный нами, это использование стекловолокна. Действительно, данный материал используется автолюбителями уже часто и успешно. Плюсов тому много, это и универсальность изготовления форм, и коррозионностойкость, и простота работы, и относительная дешевизна. Для фиксации стекловолокна и формирования форм используется эпоксидная смола. А теперь о том же, но с частным примером. Место установки будущей заплатки зачищается от ржавчины и грязи.

Далее наносим слой эпоксидной смолы и накладываем стекловолокно пропитанное ей же.

В итоге, после подсыхания наносим еще несколько слоев стеклоткани пропитанной эпоксидкой. Как мы говорили метод этот вполне доступный для автолюбителей, но и не лишен недостатков. Во-первых, это не достаточно высокая адгезия, а значить вероятность того, что ваша заплатка оторвется. Во-вторых, чрезмерно разные температурные расширения металла и стекловолокна, что опять же сказывается на прочности соединения этих материалов между собой. Метод этот более приемлем для пластиковых деталей и ему подобных. В любом случае, если у вас нет особых альтернатив, вариант этот вполне приемлем. Разве что эпоксидку и стеклоткань после затвердевания лучше всего пропитать битумом или чем-то аналогичным, то есть покрасить.

Запайка отверстий
p, blockquote 15,0,0,0,0 —> p, blockquote 16,0,0,0,1 —>

По просьбам отписавшихся в комментариях к моему небольшому отчёту, пилю отдельный пост про технологию лужения и шпатлевания припоем.
Начну с материалов и оборудования. Для подобного ремонта нам понадобится:
1.Источник тепла
2.Припой
3.Флюс
4.Инструменты и расходники под мехобработку
Источников тепла огромное множество, условно разделю их на паяльники и горелки с фенами.
Почему именно так? Всё просто: паяльники (обычный, молотковый радиаторный, неэлектрический топориком) являются, по сути, точечными источниками тепла. Они концентрированно нагревают небольшую площадь, ограниченную размерами жала и полностью расплавляют припой на этой площади, не позволяя удерживать большое количество припоя в кашеобразном состоянии. Однако, для выравнивания горизонтальных поверхностей типа крыши или съёмных элементов типа передних крыльев, капота, багажника, дверей вполне подходят. Так же с помощью обыного паяльника можно просто лудить горизонтальные и вертикальные поверхности, например, рамки лобового или заднего стёкол. К достоинству следует отнести дешевизну этих инструментов — обычный 100вт паяльник, каким я сам пользуюсь, стоит в районе 300 рублей. Про недостатки я уже упомянул.

Молотковые и топориковые паяльники применяются, как правило, для пайки радиаторов, и вследствие их большей дороговизны и специфичности, применять для пайки кузова их я смысла не вижу, так как они обладают точно такими же недостатками.
Что касается различных горелок, то их тоже большое множество. Для удобства просмотра перечислю списком сразу с достоинствами и недостатками:

+Большой факел, позволяющий равномерно нагревать большую по площади поверхность
+ Относительно невысокая (900-1000 градусов) температура пламени, что облегчает удерживание припоя именно в кашеобразном, а не жидком состоянии
+Дешевизна самой лампы (порядка 700-800р), дешевизна и доступность топлива (бензин)
— Большой вес (порядка 1 кг вес лампы, плюс около кг плескающегося в ней бензина) и габариты лампы, что затрудняет длительную работу
— Лампе необходим довольно долгий прогрев, по хорошему не менее 15 минут, иначе в непрогретой лампе пламя перенасыщенно парами бензина, что приводит к мгновенному оседанию сажи на поверхности и делает пайку невозможной
Газовые горелки с одноразовыми сменными баллонами

+Компактность и малый вес
+Дешевизна (порядка 400 рублей за насадку)
— Ненадёжность и плохое качество исполнения дешевых горелок
— Одноразовость баллонов
— При долгом использовании одноразовые баллоны могут влететь в копеечку
— Затруднённая или невозможная работа при отрицательных температурах
Газовые горелки и резаки

+Наибольшая тепловая мощность и производительность
+Удобство и лёгкость
+Возможность подбирать мундштук и горелку под каждую конкретную вмятину
-Дороговизна оборудования
-Необходимость иметь газовые баллоны и периодически заправлять их
-При неаккуратном использовании очень легко перегреть основной металл

+Питание от электричества (впрочем, для кого то это может стать минусом)
+Равномерный нагрев по большой площади
+Полное отсутствие загрязнения поверхности
-Малая мощность
-Дороговизна
Если любую из горелок можно использовать как единственный самостоятельный источник тепла, то мощности фена хватит только на лужение, и то, довольно медленное, паять с одной лишь его помощью не получится. Лично я использую фен вместе с паяльником, вместе они дают хороший результат, но только вместе. Также иногда прибегают к помощи паяльной лампы, другими видами горелок не пользуясь так как не располагаю 🙂
С источниками тепла разобрались, идём дальше. Самый главный расходный материал — припой.
Наиболее распространены марки припоя ПОС-60(61, 63), ПОС 40 и ПОС 30.
В чём их отличие для нас, как для кузовщиков? Обратимся к диаграмме состояния свинец-олово.

Как мы видим, сплав содержащий примерно 62 процента олова имеет не только наименьшую температуру плавления и кристаллизации, что для нас мало важно, но также имеет чёткую границу между твёрдым и жидким состоянием, на научном языке точки ликвидуса и солидуса совпадают. Для нас это значит то, что припой ПОС 60 при достижении температуры 183 градуса и выше мгновенно расплавится и потечёт. Припои ПОС 40 и ПОС 30 при температурах свыше 183 градусов сперва переходят в смешанное кашеобразное сотояние (Жидк+ a), и только после плавятся полностью, что нам, собственно и нужно.
Поэтому применяем припои ПОС 40 и ПОС 30. Ещё одним их плюсом является заметно меньшая стоимость, чем у припоя ПОС 60.
В продаже можно встретить припои в тонких прутках и в 8мм прутках. Первые предназначены для пайки электроники и почему то всегда стоят значительно дороже (в перечёте на вес) 8мм прутков. К тому же, в процессе заполнения неровностей припоя будет уходить очень много, 100 граммовые катушки нам не подойдут. Поэтому берём припой в прутках 8мм, я беру на Авито и иногда на одной местной барахолке, цена составляет от 90р/пруток (в прутке около 200 грамм) на Авито. Также на Авито можно встретить плиты, бруски, кубы из припоя массой от нескольки грамм до нескольких десятков килограмм.

Я примемняю обычную паяльную кислоту — хлорид цинка. Моё мнение, что со своими задачами справляется полностью. Отмечу лишь то, что довелось мне как то паять железо с флюсом ЗИЛ-2, лудилось и паялось немного лучше, однако ЗИЛ-2 я встречал только в маленьких баночках по 60р за 20мл, что совершенно небюджетно ибо уходит кислоты очень много. Я покупаю кислоту в Чип и Дипе — 300р за 0.5л бутылку и 500 за 1л.

Что касается канифоли и её нейтральности по отношению к железу, скажу, что железо с её помощью лудится и паяется довольно плохо, плюс она загрязняет поверхность, что дополнительно забирает время на очистку и мешает ориентироваться в количестве наплавленного припоя.
4.Инструмент для мехобработки.
Припой слишком мягкий, чтобы обрабатывать его как сталь и слишком твёрдый, чтобы обрабатывать как шпатлёвку. Шлифовальные (зачистные) абразивные круги на болгарке мгновенно забиваются и засаливаются, а бруском и наждачкой можно тереть до бесконечности. Поэтому основным инструментом мех.обработки является большой напильник с крупной риской.

Жаль, нет возможности сегодня сфотать свою коллекцию напильников, но, думаю, по фото понятно, какие они должны быть. Обратите внимание на величину рисок, она должна быть именно такая и не меньше, на крупном напильнике между двумя рисками должна помещаться спичка, на более мелком толстая иголка. Напильники с меньшей риской будут очень быстро забиваться и приходить в негодность.
Также неплохие результаты можно достигнуть с помощью шлифования абразивными кругами на липучке. Зерна P60-P90, подходят оптимально, я чаще всего использую P60. Шлифовать лучше всего полировальной машинкой, у неё как раз низкие обороты и большая мощность, можно болгаркой. Эксцентриковой машинкой шлифовать не советую так как её мощности тупо не хватит. И ещё — при механической шлифовке в воздухе витает свинцовая пыль, что для лёгких ни разу не полезно. Лучше сразу позаботиться о защите органов дыхания или вытяжке.
Чтобы не делать пост слишком длинным, о непосредственно технологии пайки кузова расскажу в следующей части.
Так как я человек хоть и знакомый с технологией и знающий много нюансов, но всё таки, по большому счёт, ещё новичок в этом деле, рад буду услышать дополнения и конструктивную критику от опытных паяльщиков.
Лужение и пайка
Лужение поверхности позволяет выполнить пайку и существенно упростить данный процесс. Для выполнения работ необходимо подготовить следующие инструменты:
- Горелка или другой источник огня.
- Паяльник.
- Расходные материалы.

Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Порядок пайки
По завершении процедуры лужения можно переходить к следующему этапу работ – пайке корпуса автомобиля, которая может быть организована двумя способами: с использованием открытого огня горелки или же при помощи мощного электропаяльника.

Перед началом паяльных процедур элементы кузова обильно смачиваются флюсом, а затем накладываются с небольшим перекрытием друг на друга (пайка встык в этом случае недопустима). После этого листы фиксируются специальными струбцинами, не нарушающими температурный режим в зоне пайки, и разогреваются хорошо раскалённым паяльником молоткового типа.
Потом к стыковочному шву подносится брусок припоя, который в расплавленном виде равномерно заполняет пустоты между листовыми заготовками, а после остывания надёжно фиксирует их.
Порядок работы с мощным электропаяльником аналогичен описанному выше (за исключением того, что вместо открытого огня используется электросеть).
Рекомендации специалиста
Перед началом работ по лужению и пайке кузова желательно ознакомиться со следующими рекомендациями профессионалов:
- при пайке кузова автомобиля паяльник не следует нагревать до сильного каления, так как это может вызвать испарение части олова. В результате перегрева входящая в состав заготовок медь окисляется, а качество пайки снижается;
- для нагрева паяльного инструмента удобнее всего воспользоваться газовой горелкой;
- в процессе нагрева жало паяльника должно непрерывно смачиваться в припое;
- перед тем как приступать к пайке, нужно залудить все подготовленные детали автомобиля, независимо от того, в каком виде они представлены (как листовые заготовки или отдельные конструктивные элементы).
В заключение отметим, что во время проведения ремонтных работ необходимые для лужения и пайки компоненты всегда должны располагаться под рукой (это касается как припоя и флюса, так и других расходных материалов).
Способы лужения кузова авто

Ремонтные работы, предполагающие правку кузова автомобиля, редко обходятся без специальных операций, связанных с лужением металлических деталей. Пайка кузова оловом – распространённая процедура, требующая умелого владения техникой работы с паяльным инструментом. При её проведении расплавленный припой сначала наносится на соединяемые детали, а затем за счёт диффузии сплавляется с металлом заготовок.
DAEWOO ⇒ Лужение-начало борьбы с ранней ржавчиной
Модератор: alex_aka
Сообщение владимир-альянс » 31 мар 2013, 19:32
при внимательном(при хорошем солнечном свете) кузова бэдика обнаружил несколько мест ранней ржавчины-это пара пятен в кабине-возле педалей и по верху кабины-водостоки и срезы дверей. сразу вопрос к товарищам имеющим опыт в этой борьбе: как убрать-зачистить и обезвредить. Сразу скажу-ортофосфорной к-те не верю. под ней потом начнет вновь ползти ржавчина.. есть желание облудить-но без обработки кислотой.. какая нибудь мазюкала типа сала для пайки. хочется залудить все начальные очаги и потом уже закрасить. какие будут советы.
Добавлено спустя 14 минут 59 секунд: посмотрел как ржавеют дамасы-изнутри и захотелось сохранить свой сузи-бэдик еще на следующие 20 лет!
Сообщение алекс73. » 31 мар 2013, 20:57
Сообщение владимир-альянс » 31 мар 2013, 21:36
алекс73., спасибо-буду пробовать.. значит мыслил в правильном направлении. раньше машины были с луженым корпусом.. победа, газ 21. служили очень долго.. и бензобаки тоже луженые.
( 1 оценка, среднее 5 из 5 )
Источник Источник Источник https://art-lg.ru/kuzovnoj-remont/luzhenie-kuzova-avtomobilya-pajka-svoimi-rukami.html
Источник Источник https://lkard-lk.ru/avtolyubitelyu/o-tehnologii-luzheniya-pri-provedenii-payki-kuzovnyh-detaley





