Рихтовка своими руками

Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим как осуществляется рихтовка своими руками. Подробно разберём структуру повреждений, этапы, принципы и приёмы рихтовки, а также классические рихтовочные инструменты и их применение. Основные принципы рихтовки могут пригодиться и при применении споттера с вытягивающими устройствами. В конце статьи рассмотрим примеры правильного и неправильного устранения деформации кузовной панели.
Можете также прочитать статьи о выравнивании и вытягивании кузова автомобиля, где также рассматриваются методы устранения аварийных повреждений.
Содержание статьи:
Итак, начнём с теории.
Можно выделить три характеристики листового металла:
- Пластичность
- Эластичность (упругость)
- Жёсткость (наклёп)
Пластичность позволяет металлу менять свою форму при приложении достаточной силы. Это то же самое свойство, которое позволяет отштамповать металл в любую кузовную панель.
Упругость – это свойство металла, которое позволяет ему восстанавливаться до оригинальной формы, после устранения напряжения.
Жёсткость лист металла получает при штамповке на заводе. Это можно назвать «памятью». Происходит наклёп отдельных зон, которые и придают форму кузовной панели. Металл получает внутренние напряжения.

В местах с пластической деформацией молекулы металла уплотняются и изменяют свою структуру. Требуется ослабление этих зон, чтобы вернуть металлу первоначальную форму.
Металл кузовной панели, который не был растянут или смещён, имеет тенденцию возвращаться в своё изначальное положение. В этом случае он не гнётся дальше, чем ему позволяет его упругость. Однако, если металл погнулся дальше своей упругости, то молекулы в месте сгиба деформируются и уплотняются, и из такой позиции металл не возвращается сам. Металл в этой зоне становится жестче и сопротивляется выравниванию. Происходит деформационное упрочнение детали (наклёп).
Металл с упругой деформацией восстанавливается после прекращения воздействия. Пластическая же деформация остаётся неизменной после исчезновения воздействия. Нужно выправлять зоны с пластической, а упругая деформация возвратится сама, так как она удерживается только за счёт пластической деформации.
Кузовные панели состоят из трёх базовых форм: сильно выпуклые, средне выпуклые и слабо выпуклые. Также могут иметь комбинацию изгибов (выпуклостей) и рёбра жёсткости. Выпуклость панели влияет на то, как металл отреагирует на удар. Удар по слабо выпуклой панели сдвигает металл внутрь, сокращая его (становится короче). Сильно выпуклая панель при ударе формирует изгибы (возвышенности) по краям вмятины. Более подробно об этом можете прочитать здесь.
Прямое и второстепенное повреждение
Можно разделить прямое и непрямое (второстепенное) повреждение. Прямым повреждением является область кузовной панели, которая была в непосредственном контакте с объектом, который вызвал повреждение. Это место может иметь нарушение целостности лакокрасочного покрытия или разрыв металла.
Непрямое повреждение имеет погнутый и искажённый металл, расположенный в области, прилегающей к прямому повреждению. Иногда второстепенная деформация может располагаться в нескольких десятков сантиметров от зоны прямого повреждения. Его сложно полностью определить и проанализировать.
При восстановлении повреждения, метод ремонта определяется возможностью доступа к повреждению с обратной стороны кузовной панели. Если есть доступ с обеих сторон повреждения, то используется метод рихтовки при помощи молотка и поддержки. Если есть доступ только с одной стороны, то применяются другие техники ремонта, такие как вытягивание при помощи споттера, при помощи клеевой системы или вакуумной присоски.
При ремонте повреждений нужно стараться выбирать наиболее лёгкий путь. Даже если Вы имеете специальное оборудование, то это не значит, что его нужно везде и всегда применять. По возможности, применяйте простые инструменты, а при необходимости, включайте в работу более сложные. Иногда вмятину можно выдавить с обратной стороны рукой, без какого- либо инструмента. Нужно помнить, что сейчас автопроизводители используют достаточно тонкий металл при производстве кузовных панелей, поэтому не требуется больших усилий, чтобы восстановить деформацию.
Инструменты для рихтовки
Рассмотрим классические инструменты для рихтовки повреждённого металла кузова, которые по-прежнему применяются в кузовном ремонте. Молоток/гладилка и поддержка являются базовыми инструментами для работы с повреждёнными кузовными панелями.
Рихтовочные молотки
Молотки могут быть разных размеров, форм и иметь разный вес. Ударные головки обычно круглой или квадратной формы. Также есть молотки, с другой стороны бойка которых острая ударная головка. Он используется на финишной стадии без поддержки. Острой частью можно убрать небольшую возвышенность или выправить небольшую ямку, после чего уже применить плоскую часть бойка с поддержкой для окончательного выравнивания.

Также есть молотки с ударными головками, имеющими зубцы, предназначенные для усадки растянутого металла. Ручки молотков изготавливают из дерева или стеклопластика.
Молоток обычно применяется для выправления небольших вмятин и возвышенностей. Нужно уметь простукивать нужные области, в нужное время и с нужным усилием. Рихтовочные молотки имеют немного выпуклый боёк (почти плоский). Это нужно, чтобы его края не касались и не повреждали металл панели при рихтовке.
Удары, используемые при рихтовании молотком с поддержкой, не должны делаться с усилием, как при забивании гвоздей. Они должны быть лёгкими, скользящими, ритмичными. Молоток нужно держать свободно и при ударе двигать запястьем. Опытный рихтовщик делает примерно 120 лёгких ударов молотком в минуту в одинаковом ритме. Молоток отскакивает и запястье поднимает молоток для совершения следующего удара. Пальцы контролируют молоток в начале и в конце удара. При движении бойка молотка вниз и вверх, конец его ручки совершает движение по короткой дуге. Рука расслаблена, но готова крепко схватить ручку молотка после его отскока.
Правильные движения молотком требуют определённого навыка. Молоток должен быть сбалансирован. Несбалансированный молоток будет отскакивать, беспорядочно смещаясь в разные стороны от цели удара. Такой молоток придётся держать крепко в течение всего удара и не получиться делать лёгкие удары. К тому же не получиться соблюдать ритм повторяющихся движений.
Кузовные ложки, гладилки

Кузовные ложки, как и любой рихтовочный инструмент, бывают разных форм и размеров. В зависимости от формы, кузовная ложка может применяться как рычаг, для выравливания вмятины с обратной стороны панели, как поддержка (в труднодоступных местах), а также вместе молотка (гладилка) и вместе с молотком, для распределения удара на большую площадь.
Гладилку можно использовать несколькими способами. При использовании с поддержкой, имеющей насечки, гладилка может осаживать металл.

Гладилкой хорошо работать на относительно плоских поверхностях. Она не растягивает металл, поэтому удары можно наносить сильнее, чем молотком. Гладилка ещё хороша тем, что она, благодаря своей площади, может одновременно «поднимать» вмятину и простукивать возвышенности вокруг этой вмятины.
Складки на металле в местах, где невозможно использовать молоток вместе с поддержкой, могут исправляться методом “молотком через гладилку” (см. рисунок). Гладилка рассеивает удары, распределяя их на большую площадь. Она помещается поверх жёстких возвышенностей и простукивается до момента, когда напряжение металла ослабнет.
Поддержки
Хорошие поддержки сделаны из кованного железа. Дешёвые могут быть сделаны из чугуна. Для универсальности, каждая поддержка может состоять из нескольких выпуклостей для соответствия разным контурам кузовных панелей.
При выправлении вмятины поддержка удерживается с обратной стороны панели с давлением, создаваемым рукой рихтовщика. При простукивании возвышенности, поддержка удерживается свободно, без давления.
Поддержка должна иметь форму, соответствующую изгибу ремонтируемой панели. Нужно простукивать возвышенности вокруг вмятины. Каждый последующий удар должен перекрывать предыдущий удар на половину диаметра ударной головки молотка. Так можно выправлять вмятину от периферии к центу.
Слишком сильные удары по поддержке через металл панели могут сделать его тоньше и растянуть.
Поддержка общего назначения может использоваться для грубого первоначального выправления повреждения (так как тяжёлая и имеет соответствующую большую закруглённую часть). Её применяют в разных местах, так как она имеет поверхности с разными изгибами и углами.

Основные виды поддержек. Слева направо: поддержка общего назначения, поддержка “каблук”, поддержка “запятая” (клин).
Поддержка в виде каблука имеет плоскую часть и слабо выпуклую. Такую поддержку удобно применять при выравнивании фланцев, а также на плоских и слабовыпуклых поверхностях. Её часто применяют при рихтовке дверей.
Поддержка в виде запятой (или клина) может применяться при рихтовке слабовыпуклых и сильно выпуклых панелей, а также в местах, куда другую поддержку невозможно поместить. Её можно легко просунуть и удерживать между усилителями.
Кузовной напильник
Кузовной напильник может использоваться на начальной стадии ремонта, для определения структуры повреждения, а также на завершающей стадии выравнивания металла. Рабочая часть сделана из очень прочной стали и имеет зазубрины. Держатель напильника имеет две ручки и винтовую стяжку для регулировки изгиба напильника. В зависимости от изгиба, уменьшается или увеличивается рабочая площадь напильника для удобства использования в разных местах панелей. Кузовные напильники бывают разных размеров, форм и могут иметь разное количество и конфигурацию зубцов. Менее грубые напильники могут использоваться на алюминиевых кузовных панелях.

Кузовной напильник может:
- Проявлять структуру повреждения на начальной стадии ремонта.
- Выявлять мелкие углубления и возвышенности при финишной рихтовки кузовной панели.
- Срезать небольшие возвышенности.
- Применяться на завершающей стадии выравнивания, когда используется тонкий слой шпаклёвки.
- Выравнивать сварочные швы.
- Обрабатывать поверхность после лужения и нанесения припоя на кузов (см. статью “лужение и пайка кузова автомобиля”).

Режущая часть зубцов должна быть направлена наружу, от мастера, держащего напильник. Напильник должен проделывать длинные проходы по всей длине панели. Если напильник застревает во время движения, то нужно ослабить нажим. Движения делаются только от себя, после сделанного прохода напильник нужно поднять и возвратить в исходное положение для выполнения нового прохода.
Сменные полотна могут иметь зубцы разного размера и расположенные с разной плотностью. Так, при финишной обработки, хороший напильник может подготавливать поверхность, даже не оставляя царапин. Это связано, как с размером и плотностью расположения зубцов, так и с их формой.


Напильник срезает металл, поэтому обработка не может быть многократной. Напильником нужно обрабатывать поверхность, двигая его от себя и немного боком (наискосок, 15–20 градусов). При движении напильника, его прижимную силу нужно смещать с передней части к задней. Получается, что он как бы качается. Нужно менять направления движения напильника, то есть двигать попеременно крест накрест.
Для выявления неровностей, вместо кузовного напильника можно использовать крупнозернистую шлифовальную бумагу на бруске или на орбитальной шлифовальной машинке. Принцип тот же. Нужно отшлифовать рихтуемую поверхность. Ямки будут не задеты абразивом, а выступы будут отшлифованы сильнее, чем вся поверхность, и будут иметь неотшлифованные области вокруг них. Если возвышенности совсем не высокие, то они отшлифуются и эта область панели примет нужный контур. При применении шлифовальной машинки, она должна двигаться медленно и равномерно, но не слишком медленно, чтобы не нагревать металл. При быстром движении абразив не будет успевать нормально шлифовать.
Шлифование крупным абразивом, как и обработка напильником, истончает металл панели, поэтому не должно применяться много раз на одной и той же детали кузова. Для обнаружения неровностей и шлифования мелких возвышенностей может использоваться шлифовальная машинка с абразивом P36-P80 . Машинку нужно двигать медленно, каждый её проход должен перекрывать предыдущий на 50%. На «голом» металле лучше всего использовать шлифовальные круги на основе абразива оксида алюминия, так как он наиболее прочный и износостойкий и обычно применяется для шлифования сплавов металла.
Надувные подушки и вакуумные присоски
Специальные надувные подушки используются с обратной стороны повреждённых панелей, для выдавливания вмятин большого размера. Они могут использоваться внутри дверей, задних крыльев и других панелей.
Вакуумная присоска может использоваться для вытягивания плавных вмятин. Она может иметь ручку или быть в составе молотка обратного действия.
Рихтовка кузова автомобиля. Этапы ремонта
Как было сказано ранее, грамотная процедура ремонта деформированной панели представляет собой выправление только тех мест, которые получили пластическую деформацию. Относительно не повреждённые прилегающие зоны после этого возвратятся в первоначальное состояние самостоятельно. Такой метод требует немного усилий и мало действий.
Можно также воздействовать на обратную сторону повреждения тяжёлым молотком или другим тяжёлым инструментом. Повреждение выдавливается или выстукивается грубо, без каких-либо специальных правил. При использовании такого метода могут возникать дополнительные повреждения и растянутость металла, которые требуется в дальнейшем устранять.
Более предпочтителен именно вдумчивый, грамотный подход к ремонту.
Грамотный ремонт повреждения включает в себя три стадии:
- анализирование повреждения,
- правка на черновую (восстановление формы),
- правка на чистовую (финишная).
Рассмотрим эти этапы подробно:

-
Анализ повреждения является первой и наиболее значимой стадией, так как от правильного определения зон деформации, куда нужно приложить усилие, зависит быстрота процесса и конечный результат. Процедура выправления повреждения должна опираться на этот анализ. Нужно понимать в какой последовательности произошла деформация. Нужно определить направление, из которого панель получила деформацию и определить какой залом или складка образовались последними, какие перед этим и так далее вплоть до места, которое получило первый прямой контакт с препятствием. Далее нужно определить план действий по устранению деформации в порядке, противоположном их возникновению. Некоторые повреждения могли образоваться одновременно и нужно это учитывать. Процесс восстановления не должен создавать дополнительных повреждений. Таким образом, потратив некоторое время на анализирование структуры неровностей и обдумывание порядка восстановления, работа выполняется гораздо легче и быстрее, кроме того, становится более интересной. Приложение линейки ребром поможет понять глубину вмятины.
При анализе, повреждённую панель можно прощупать рукой. Обычно для этого используют левую руку. Нужно двигать всей ладонью вдоль панели. Только пальцы не смогут прочувствовать, какого рода неровность перед вами. Иногда мастера надевают матерчатые перчатки, так как в них легче прочувствовать форму металла. Степень неровности можно определить, прикладывая линейку ребром к панели. Кузовной напильник также может применяться для быстрого определения структуры повреждения. После обработки напильником, срезанная краска на краях вмятины выявит её фору и размер.
- В результате грубой рихтовки выправляются рёбра жёсткости, заломы, большие вмятины и кузовная панель принимает свою оригинальную форму. На этом этапе не нужно зацикливаться на одном единственном месте, необходимо делать несколько проходов по всей панели, постепенно выравнивая её. Нужно ослаблять напряжённые области, полученные при ударе, и препятствующие возвращению металла в его первоначальное состояние. Несколько лёгких ударов в нужное место более эффективны, чем один или два сильных удара. Вмятины выправляются и одновременно простукиваются возвышенности и складки окружающей её области. Здесь часто применяется метод «молоток вне поддержки», который будет рассмотрен ниже. Можно использовать молоток и деревянный брусок или специальную надувную подушку, для воздействия с обратной стороны повреждения. Незначительные неровности на этом этапе по-прежнему остаются, они не должны отвлекать рихтовщика. Главная задача этого этапа – вернуть основную форму деформированной кузовной панели. Усадка растянутого металла (об этом ниже) и, при необходимости, заваривание разрывов также относится к этой стадии ремонта панели.
- Во время финишной рихтовки убираются мелкие неровности, и панель окончательно выравнивается. Повреждённый металл может быть отрихтован очень качественно, так, что будет достаточно только нанести наполняющий грунт, обработать его и красить. Для этого нужно набраться терпения, делать всё последовательно, без спешки и лишних усилий. На этом этапе применяется кузовной напильник, о котором было написано выше. Также здесь применяется метод рихтовки «молоток на поддержке» (см. ниже). На этом этапе можно использовать специальное проявляющее покрытие. Далее нужно сделать несколько проходов бруском с крупнозернистой шлифовальной бумагой. Это выявит неровности, которые сложно заметить. Потом нужно выправить оставшиеся углубления. После выполнения такой процедуры, нужно снова нанести проявочное средство и повторить шлифование. Таким образом, поверхность панели можно полностью выровнять. После этого кузовная панель подготавливается к грунтованию и покраске.
Методы рихтовки
Техника «молоток вне поддержки»
В этой технике молоток должен иметь небольшое расстояние (смещение) от поддержки. Поддержка давит на центр углубления на металле, в то время как Вы продолжаете простукивать возвышенности вокруг вмятины. Таким образом, возвышенности опускаются, а углубления поднимаются при каждом отскакивании поддержки. В большинстве случаев при грубой рихтовке нужно применять метод «молоток вне поддержки». Он используется при устранении большинства вмятин.
По возможности нужно всегда использовать гладилку вместо молотка. Гладилка больше прощает удары с неправильным усилием при рихтовке.
Гладилка и поддержка в этом методе не контактируют друг с другом. Этот метод хорошо подходит в ситуации, когда металл не получив значительного повреждения, может быть немного перенаправлен незначительным усилием для восстановления первоначальной формы. Методика «молоток вне поддержки» используется для поднятия углублений и возвышенностей одновременно. Эта методика применяется в основном на слабовыпуклых или плоских панелях, где металл достаточно податливый, в отличие от сильновыпуклых панелей.

Техника «молоток на поддержке»
Может применяться как для опускания возвышенностей, так и для выправления небольших вмятин. В этой технике нужно расположить поддержку прямо напротив повреждения. Молотком нужно не сильно простукивать металл, расположенный над поддержкой. При сильных ударах есть опасность растянуть рихтуемый металл. Нужно постоянно проверять металл прощупыванием, после чего продолжать рихтование до полного выправления повреждения. По возможности применяйте вместо молотка гладилку. Большое преимущество гладилки над молотком заключается в том, что она воздействует на большую площадь за один раз и удар распределяется более равномерно, чем удар молотком. Как было написано выше, гладилка хороша тем, что, благодаря своей площади, может одновременно поднимать углубления и опускать возвышенности на рихтуемом участке. При простукивании вмятины, нажимайте на металл поддержкой с достаточной силой. Если не надавливать с правильным усилием, то можно только увеличить повреждение. При простукивании возвышенности поддержку нужно держать наоборот свободно, без усилия.

Показано отскакивающее действие поддержки после удара молотка при выправлении вмятины.
Метод «молоток на поддержке» применяется при чистовой (финишной) правке. Также этот метод очень эффективен при выравнивании краёв панели.
Настоятельно рекомендуется, чтобы обратная сторона повреждённой панели была чистой, иначе это отразиться на качестве рихтовки. Поддержка должна быть правильно выбрана по форме. Слишком выпуклая форма поддержки сделает панель более выпуклой, а плоская – плоской.
При применении молотка с поддержкой должна быть развита координация. Поддержка должна находиться непосредственно под молотком.
Выправление вмятины молотком с острым бойком
Иногда, для выправления вмятины, можно применять молоток с острым бойком без поддержки. Такую технику нужно использовать очень осторожно, так как можно только усугубить повреждение. Идея заключается в том, чтобы поднять вмятину серией хорошо поставленных ударов молотком с острым бойком с обратной стороны панели. Вмятина должна выправляться не до конца. Вместе с поднятием вмятины получаются острые возвышенности от молотка, которые потом убираются дополнительным выравниванием. Неразумное применение такой техники может значительно растянуть металл и не дать удовлетворительного результата.
Усадка растянутого металла
Растянутый металл, после устранения деформации, будет значительно выше остальной поверхности, а также будет ослаблен и нестабилен. Его нельзя простучать молотком и опустить ниже, так как для него нет места. Он либо уйдёт целиком в противоположную сторону, либо снова обратно (хлопун). Если деформация была устранена в правильном порядке, правильными инструментами и с правильным усилием, то растянутый металл может быть только в зоне прямого повреждения. Если же деформация выправлялась без предварительного анализа, грубыми ударами молотка, то растянутый металл будет по всей ремонтной области. Такому металлу нужно вернуть нормальную толщину усадкой. Для возвращения металла в первоначальную форму его нужно «собрать». Усадка металла нагревом является достаточно простым процессом, но требует осторожности. Нужно определить самую высокую точку растянутого металла и нагреть её при помощи инструмента, который Вы используете для усадки. Далее нужно поместить поддержку под нагретую область и ударить молотком несколько раз, пока металл горячий. Так, металл вокруг усаживается в это нагретое пятно и становится толще и меньше по площади. Потом нужно охладить это место мокрой тряпкой или губкой. Таким же способом можно усадить остальные области с растянутым металлом. Нужно быть осторожным и не переборщить. Иначе металл деформируется и деформирует прилегающую область.

Последовательность усадки обширной зоны растянутого металла
Незначительная растянутость металла может устраняться без простукивания. При нагреве растянутый металл сокращается, происходит его усадка. Нагретый металл сначала возвышается над общим уровнем панели. После нагрева и охлаждения, растянутый металл приобретает первоначальный профиль, либо становится немного ниже общего уровня плоскости панели. Также можете прочитать статью “Как убрать хлопун на металле”, где подробно рассматривается тема растянутого металла.
Правила при усадке нагревом:
- Обратная сторона нагреваемой панели должна быть очищена от шумоизоляционного материала.
- при усадке нужно применять поддержку, имеющую меньшую выпуклость, чем растянутая область металла.
- Обычно используется ацетиленовая горелка с насадкой, соответствующей толщине осаживаемого металла, но может также применяться нагрев полуавтоматической сваркой, специальным угольным электродом, а также специальной насадкой и режимом споттера.
- Ацетиленовой горелкой нужно нагревать до ярко красного цвета, держа её перпендикулярно поверхности.
- Никогда не остужайте металл, нагретый до красного цвета. Подождите, когда он немного сам охладится и станет чёрным.
- Никогда не нагревайте область больше, чем можете осадить молотком за один раз. Горелкой нагревается площадь от 10 до 25 мм.
- Во время нагрева нужно делать круговые движения горелкой, по спирали, от периферии к центру.
- Не пытайтесь сделать усадку растянутого металла, пока не выправите его на черновую.
- Не нагревайте для усадки вмятину.
- Если растянутый металл имеет небольшую область, то и нагревайте маленькое пятно для усадки.
- Можно делать усадку растянутого металла и без его последующего охлаждения мокрой тряпкой. Охлаждение лишь ускоряет процесс.
- После усадки, может потребоваться дополнительное выравнивание металла.
Пример ремонта простой деформации кузовной панели
Рассмотрим схематическое изображение простой деформации кузовной панели. Пунктиром показана оригинальная форма панели. Рихтовка производится в последовательности, противоположной возникновению повреждений.

Правильный порядок ремонта повреждения. Сначала ослабляются заломы, которые были созданы последними после удара.
Так как залом Х создан в повреждении последним, то эта область должна выправляться первой. На эту зону помещается плоская кузовная ложка и простукивается молотком, направляя удары прямо на край залома (рис. №2). Это ослабит возвышенность и сдвинет её в изначальную позицию. Далее простукивается угол фланца Z, ослабив напряжение в этой области. Области металла между 0 и Y и Y и Z теперь ослаблены и готовы к возвращению в оригинальную позицию при помощи небольшого усилия. Это усилие создаётся при помощи средневыпуклой поддержки, выправляя неровности двумя-тремя несильными ударами с обратной стороны с 0 по Y (рис. №3). Это ослабит напряжение металла с обратной стороны (отрезок 0Y ). Процедура повторяется от Y до Z, восстанавливая металл до оригинальной формы №4.
Вторая иллюстрация (см. ниже) показывает ошибку черновой правки такого же повреждения. Здесь не было произведено первоначального ослабления напряжённых мест. На рис. №1, опущенный металл был выправлен ударами с обратной стороны до точки Y при помощи поддержки. Это подняло большую площадь вмятины практически до оригинальной позиции. Однако напряжение в точке X не было ослаблено. Напряжённый залом не опустился на своё нормальное место, вместо этого этот залом тянет панель вниз в зоне H. Так происходит, потому что напряжённый край X усиливает металл с обратной стороны. Таким образом, когда усилие прилагается сверху на Y, залом действует как опорный центр, утягивая металл вниз на H, когда прилагается усилие вверх на Y.

Не правильная последовательность ремонта. Вмятины были выправлены без предварительного ослабления напряжённых зон панели. В итоге металл растянут и требует дополнительной правки.
Когда черновое выравнивание было начато без ослабления напряжённой области, металл должен быть растянут для того, чтобы возвратиться в свою оригинальную позицию, как показано пунктиром. Теперь требуется значительное усилие, чтобы возвратить его вверх и это вызовет появление дополнительных повреждений на металле во время удара поддержкой, как показано на рис. №2. Выправление этих повреждений добавит работы. На рис. №3, вмятина была выправлена и молоток и поддержка на своём месте, чтобы начать выравнивание. На рис. №4, вмятина восстановлена до нормального состояния. Однако это уже получилась новая форма с растянутым металлом. Таким образом, работа сделана, но было потеряно время на незапланированную рихтовку, и металл был растянут. Пунктиром показан оригинальный контур панели.
Приведённые примеры показывают, что одну и ту же работу можно сделать по-разному, потратив разное количество усилий. При вдумчивом предварительном анализе повреждения можно значительно сократить время ремонта, его качество и уменьшить количество шпаклёвки или вовсе её исключить. Кроме того, правильно выполненная рихтовка принесёт удовлетворение от конечного результата.
Расходные материалы для кузовного ремонта

- Краски
- Грунты
- Шпатлевки
- Лаки
- Антикоррозийные материалы
- Растворители
- Абразивные материалы
- Герметик и клей
- Полироли
- Маскирующие средства
Кузовной ремонт любого автомобиля это длительный процесс, содержащий много этапов. Каждая стадия обработки имеет свои нюансы и в той или иной мере сопряжена с использованием каких-либо расходных материалов для покраски автомобиля. Для капитального кузовного ремонта автомобиля их может понадобиться большое количество.
Краски
Вне зависимости от того, какова изначальная причина ремонта кузова, краска будет применена в любом случае. Причины для перекраски кузова могут быть следующими:

- Старая краска потускнела. Это неизбежно случается в результате длительной эксплуатации;
- Старая краска деформировалась или начала осыпаться. Причин этому может быть множество: он некачественного напыления старого слоя до нестандартных погодных условий;
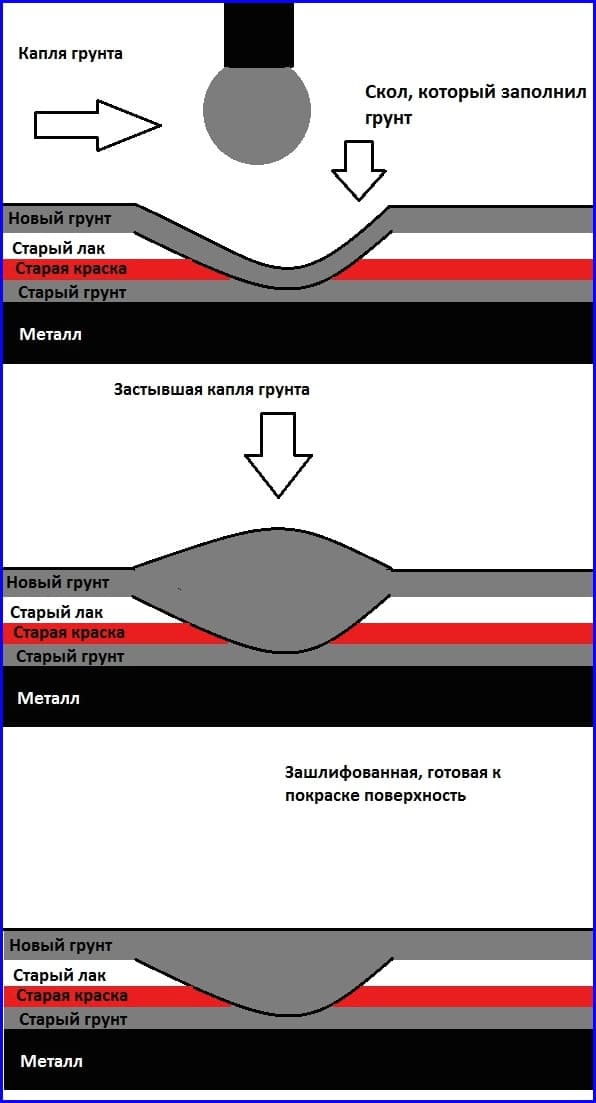
- В процессе использования автомобиля на его кузове появились сколы и царапины. Как бы качественно владелец ни ухаживал за авто, их появление неизбежно;
- Кузов автомобиля был поврежден в результате естественных (ржавчина) или антропогенных (авария) причин.
Повреждения ЛКП кузова
Все автомобильные краски могут применяться не только для окрашивания кузова, но и для обработки колесных дисков, суппортов, колпаков и других компонентов транспортного средства. Видов автомобильных красок также есть несколько, а именно:
- Акриловые;
- Алкидные;
- Глифталевые;
- Целлюлозные;
- Металлик;
- Перламутровые.
Каждая из этих разновидностей имеет свои уникальные особенности и может применяться лишь в конкретных обстоятельствах.

Ассортимент автокрасок
Наибольшей популярностью на данный момент пользуются именно акриловые краски для автомобиля. Они надежны и долговечны, а также обладают великолепными антикоррозийными свойствами.
Грунты
Если это все-таки случилось и вам требуются материалы для кузовного ремонта, то в первую очередь вам следует выбрать грунт. При выборе необходимо в обязательном порядке ознакомиться с основными его разновидностями и знать их основные отличия. Среди наиболее популярных видов материала есть такие:
- Эпоксидная грунтовка. Очень прочная и обеспечит качественную защиту кузова;
- Реактивная грунтовка. Характеризуется великолепными антикоррозийными показателями и высоким уровнем адгезии;
- Акриловая грунтовка. Быстро сохнет и дает идеально ровную поверхность после затвердения и применяется, в основном, перед непосредственной покраской автомобиля.
Нанесение грунтовки на кузов
Также в продаже можно найти комбинированные (или как их еще называют – двухкомпонентные), в которых объединены свойства разных типов грунтовки. Подбор цвета материла проблем не вызовет – сейчас в продаже имеются грунтовки практически всех мыслимых оттенков. Хорошо подобранный цвет грунтовке дает возможность наносить меньше слоев краски поверх него и тем самым сэкономить на кузовном ремонте автомобиля.
Шпатлевки
Выбирая материалы для кузовного ремонта, отдельное внимание стоит уделить шпатлевке. Она предназначается для выравнивания поверхности кузова, который ранее был видоизменен вследствие воздействия внешних факторов. Процедура шпатлевания автомобильного кузова состоит из двух основных этапов: наполнения (устранение глубоких вмятин, которые заметны невооруженным взглядом и могут остаться, например, после рихтовки автомобиля) и доводки (приведение поверхности кузова в идеально ровное состояние с устранением даже самых мелких дефектов). Именно по назначению и классифицируются автомобильные шпатлевки. Выделяют три основных типа:
- Наполняющие (для грубой, черновой работы по выравниванию кузова);
- Доводочные (наносимые тонким слоем для ликвидации мелких дефектов поверхности);
- Универсальные (которые могут применяться как на работах по наполнению, так и на работах по доведению).
Помимо этого, существует также специальная автошпатлевка, которую характеризуют высокие показатели эластичности и адгезии, а также не менее высокая цена.

Автошпатлевка
Автолаки могут быть использованы как для поверхностного и фрагментального ремонта кузова автомобиля, так и для его капитальной отделки. Этот материал представлен на современном рынке в трех основных категориях:
- На основе смол;
- Алкидные;
- Акриловые.
При выборе лака для отделки транспортного средства необходимо учитывать тот факт, что лаки различных типов могут быть предназначены для обработки кузовов с разными показателями твердости и матовости. Также у лаков разных типов может существенно различаться время, за которое они полностью высыхают. Если вы хотите защитить свой автомобиля от последствий его эксплуатации в экстремальных условиях, то особое внимание необходимо уделить техническим характеристикам приобретаемого лака – качественное покрытие обеспечит надежную сопротивляемость температурным скачкам, влажности, коррозии и мелким физическим раздражителям. Следует учитывать тот факт, что лаки акрилового типа всегда должны приобретаться в комплекте со специальными отвердителями, которые дают владельцу автомобиля контролировать размеры временного промежутка, за который будет происходить высыхание покрытия.
Антикоррозийные материалы
Несмотря на то что большинство грунтовок, шпатлевок, красок и лаков, которые представлены на современном рынке расходных материалов для кузовного ремонта, уже обладают некими антикоррозийными свойствами, их может быть недостаточно. Выход существует только один – обработать кузов и остальные детали корпуса транспортного средства специальной антикоррозийной смесью.
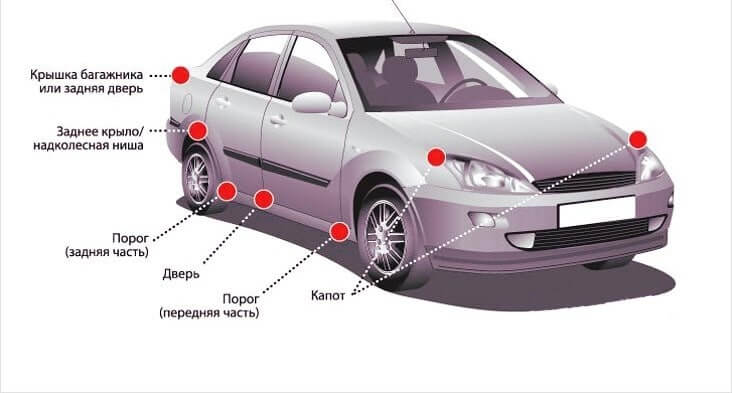
Слабые места кузова
На данный момент таких материалов существует множество, но всех их можно разделить на два основных вида:
- в банке;
- в аэрозоли.
Аэрозольное покрытие наносится более тонким слоем посредством равномерного распыления по поверхности кузова авто, а покрытие из банки – обычной малярной кистью.
Растворители
Многие расходные материалы реализуются в сухом или концентрированном виде. В таком случае в комплекте с ними необходимо приобретать специальный растворитель, после смешивания с которым материал становится готовым к нанесению на поверхности авто. Среди наиболее актуальных растворителей можно выделить следующие:
- растворяющие продукты на акриловой основе;
- растворяющие алкидные краски;
- применяющиеся для растворения переходного слоя перед обработкой лаком.
Абразивные материалы
После некоторых этапов кузовного ремонта автомобиля рекомендуется производить зачистку всех поверхностей. Именно для этого вам понадобятся абразивные расходные материалы. Выделяют следующие категории продукции:
- Средство для матования;
- Наждачная бумага, полосы, круги.
Абразивные материалы
Герметик и клей
Герметик – это вещество, которое используется для предотвращения появления грибка и ржавчины на поверхностях кузова автомобиля. В связи с тем, что швы и места сочленения деталей являются наиболее подверженными образования коррозийных структур, они в большинстве ситуаций и подвергаются подобного рода обработке. Вещества, входящие в состав герметика обеспечивают полную изоляцию проблемных поверхностей от соприкосновения с водой или с воздухом.
При кузовном ремонте клей в основном применяются для вклейки стекол. В большинстве ситуаций применяются клей на полиуретановой основе и обязательно с компонентами герметика.
Этот материал в большинстве случаев универсален и подходит в равной степени для всех типов и марок автомобилей.
Полироли
Если вы хотите обеспечить кузов своего транспортного средства еще одним защитным слоем, то наилучшим вариантом будет обработка при помощи полироли. Полироли на рынке представлены в нескольких видах. Вот наиболее популярные:
- Восковая полироль. Она не обладает каким-либо цветом и используется исключительно для защиты поверхности кузова автомобиля. Она надежная и дешевая. Основой для ее изготовления выступает натуральный или синтетический воск;
- Силиконовая полироль. Если вам необходимо в срочном порядке обработать автомобиль полиролью, то это то, что вам нужно. Силиконовая полироль очень быстро и просто наносится, однако при ее смывании могут возникнуть проблемы;
- Полимерная полироль. Этот тип полироли считается наиболее качественным и долговечным. Он обеспечивает автомобилю надежную защиту на длительное время, однако превосходит другие типы полиролей по ценовым характеристикам.
Полироль может реализовываться в трех состояниях: твердом, жидком и кремообразном. Эффективнее всего использовать жидкие модели. Они являются наиболее экономичными и позволяют минимизировать количество отходов. Следует также помнить, что полироли, наносимые аэрозольным путем, обеспечат транспортному средству блеск только в том случае, если в их составе будет достаточное количество силиконовых соединений.
Маскирующие средства
При кузовном ремонте автомобилей очень важно защитить те участки поверхности, обработка которых не запланирована. При работе с жидкими или аэрозольными веществами случайных попаданий материала на такие поверхности избежать не удается практически никогда, а потому при подготовке к ремонту необходимо запастись специальными маскирующими средствами. К таковым, как правило, относятся:

Применение маскирующих средств при покраске
- Полиэтиленовая пленка. Это универсальный материал для маскировки больших поверхностей неправильной формы. Ей можно с легкостью закрыть покрышки и лобовое стекло автомобиля, а потом без проблем снять. Она достаточно прочная и не пропускает жидкости;
- Клейкая лента. Она используется для защиты небольших поверхностей, а также для закрепления полиэтиленовой пленки. После ремонта ее можно просто отодрать вместе со всеми следами материалов, которые на нее попали. Клейкая смесь не причинит вреда даче самым чувствительным поверхностям кузова автомобиля.
Источник Источник Источник Источник Источник https://kuzov.info/rikhtovka-svoimi-rukami/
Источник Источник Источник Источник Источник https://okuzove.ru/materialy-i-instrument/rasxodnye-materialy-dlya-kuzovnogo-remonta.html





