Рама автомобиля
Несущая часть является одним из важнейших компонентов в устройстве автомобиля, ведь именно благодаря ей удается собрать все составные части машины в единое целое.
Сейчас используется несколько видов несущей части, каждая из которых нашла применение на определенных видах авто. Изначально все автомобили строились на основе рамной несущей части. Но со временем ее вытеснили иные типы, к примеру, практически на всех легковых автомобилях используется несущий кузов, в котором рама отсутствует, а все ее функции выполняет усиленный кузов. И все же рамная несущая часть продолжает использоваться – на грузовых авто и внедорожниках.
Назначение, виды
Рама автомобиля представляет собой балочную конструкцию, выступающую в роли основы для крепления всех составных частей авто – силовой установки, узлов трансмиссии, ходовой части и прочего. Кузов, присутствующий в конструкции несущей части выполняет лишь некоторые функции – обеспечивает пространство для размещения пассажиров и грузов, а также выступает в качестве декоративного элемента.
Основным положительным качеством использования рамы является высокий показатель прочности несущей части. Именно благодаря этому она и используется на грузовиках и полноценных внедорожниках. Но при этом из-за рамы общая масса авто увеличена.
Также рама автомобиля позволяет по максимуму унифицировать узлы и механизмы между моделями разных классов. В свое время доходило до того, что многие автопроизводители выпускали шасси авто со всеми основными частями (рамы, мотора, трансмиссии, ходовой части), на которую «натягивали» разные типы кузовов.
При этом было разработано несколько типов рам, каждая из которых обладает своими конструктивными особенностями. Все их можно разделить на:
- Лонжеронные
- Хребтовые
- Пространственные
Некоторые из этих видов имеют подвиды, также нередко используются комбинированные типы, в конструкции которых имеются составные элементы разных рам.
Лонжеронная и ее подвиды
Лонжеронная рама автомобиля является самой распространенной. Конструкция ее включает две продольных силовых балки – лонжероны, тянущихся вдоль всего кузова и соединенных между собой поперечинами.

Лонжеронная рама Toyota Land Cruiser
Сами лонжероны изготавливаются из стали, а для обеспечения высоких показателей на скручивание используются разные типы профиля сечения – короб, двутавр, швеллер.
Причем не обязательно, чтобы они были ровными, многие лонжероны имеют изгибы как вертикальной, так и горизонтальной плоскости. К примеру, на некоторых авто рама изогнута в передней и задней частях (в районе расположения колес), что позволяет переместить центр тяжести вниз.
Помимо этого, лонжероны размещаются как в строго горизонтальном положении относительно пола, так и могут находиться под углом. Второй вариант применяется на внедорожниках.
Лонжероны соединяются поперечинами, которые могут располагаться разными способами. В так называемой раме лестничного типа поперечины крепятся перпендикулярно лонжеронам (считается классической). Но есть и конструкции, у которых эти составные части располагаются под углами – К-образные и Х-образные рамы.

Лонжеронная х-образная рама
Для соединения лонжеронов с поперечинами применяется сварка (во внедорожниках), заклепки (грузовики). В некоторых случаях используются болтовые соединения. Для крепления узлов авто и лонжероны, и поперечины оснащаются кронштейнами.
Подвидом лонжеронной рамы является периферийная. Отличительной особенностью ее является большое расстояние между лонжеронами. После полной сборки авто они располагаются возле порогов кузова, что значительно повышает устойчивость к воздействию боковых ударов, а также позволяет опустить уровень пола (насколько это возможно).
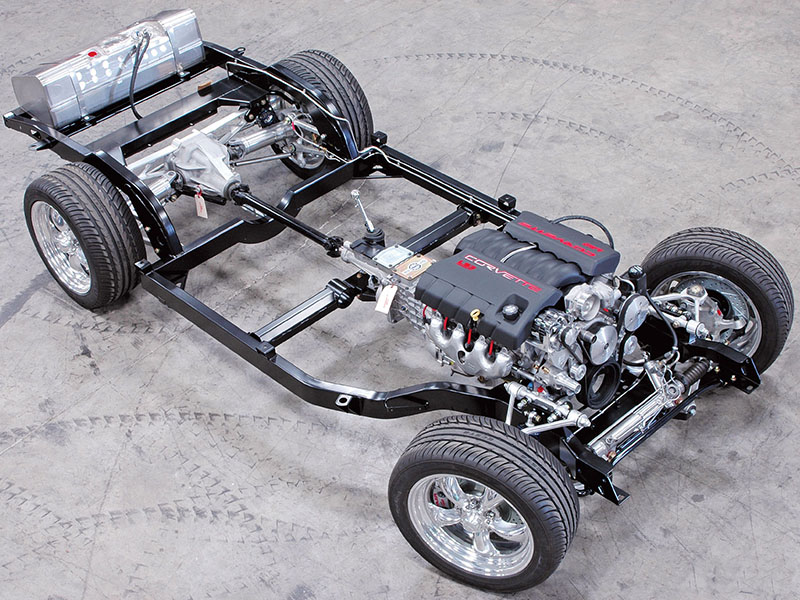
Периферийная рама Corvette
Еще одна разновидность лонжеронной рамы – Х-образная. Суть конструкции такой рамы сводится к тому, что в передней и задней части лонжероны разведены, а в центральной – по максимуму сведены (пространство между ними позволяет разместить разве что валы трансмиссии). Внешне этот тип напоминает букву «Х», отсюда и название.
Еще один вариант – несущее основание. В конструкции этой рамы все так же используются продольные лонжероны, но здесь они соединены между собой не поперечинами, а днищем. При этом несущее основание, хоть в него и входит днище, не является элементом кузова, поэтому и относится этот вид к рамам.

Хребтовая рама
Рамы хребтового типа в меньшей степени распространены и ее, по сути, используют только на грузовиках «Татра». Основным составным элементом этого типа несущей части выступает центральная балка, изготовленная из трубы.
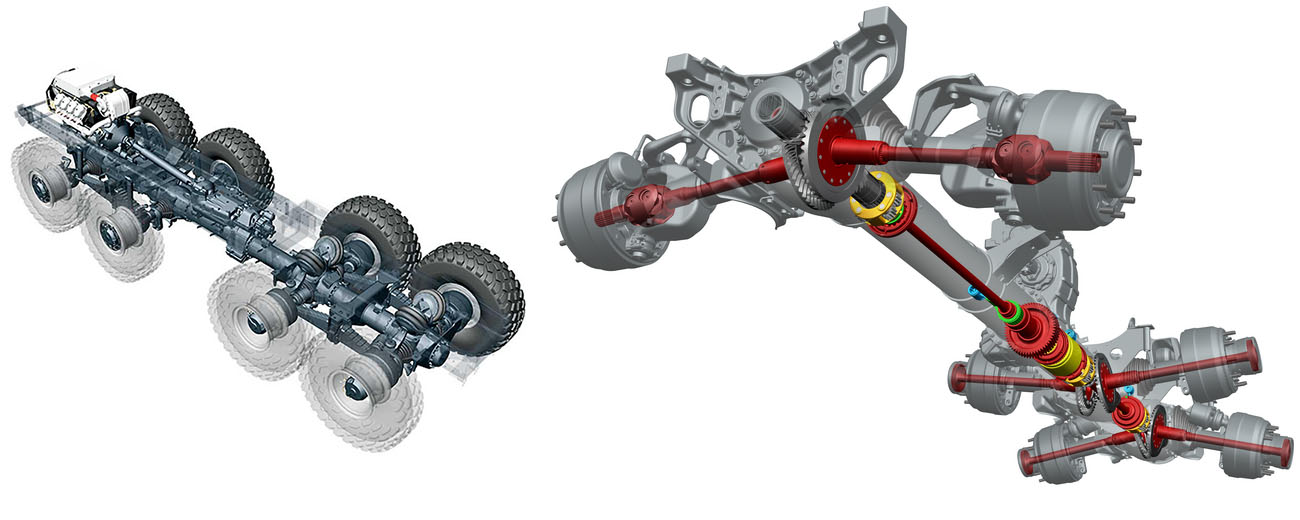
Примечательно, что в такой раме некоторые узлы авто используются в качестве несущих элементов, а именно мотор, КПП, корпусы главной передачи. Все они соединены между собой центральной балкой, вращение же между узлами осуществляется при помощи валов, располагаемых в трубе.
Особенность конструкции задних ведущих мостов заключается в том, что передача вращения на колеса осуществляется валами с карданными шарнирами, а не полуосями, поскольку корпусы главных передач жестко крепятся к балке. Но такое устройство в свою очередь дает возможность установить на все колеса авто независимую подвеску.
К основным достоинствам этого типа рамы относится высокая устойчивость на кручение и возможность сравнительно простого создания многоосных шасси. Для этого всего лишь необходимо добавить требуемое количество главных передач и соединить их при помощи центральной балки.
Но эта рама автомобиля широкого распространения не получила из-за сложности обслуживания и ремонта узлов трансмиссии, поскольку для этого приходится разбирать практически всю раму, чтобы отсоединить картеры главных передач и коробку передач. К тому же, кузов, закрепленный на трубе, располагается достаточно высоко над землей. Поэтому этот тип рамы пригоден только для использования на грузовиках.
Пространственная рама
Пространственной называется рама автомобиля, представленная в виде каркаса, сваренного из труб. Отличается небольшой массой и высокими показателями по прочности.

Этот каркас формирует не только отсеки для размещения и закрепления составных частей авто, а еще и кабину для пассажиров. Помимо этого, каркас выполняет еще и роль кузова, который в авто с такой рамой попросту отсутствует, а декоративная обшивка закрепляется прямо на составные трубы.
Такая рама нашла применение на спортивных авто, а также самодельных моделях — багги. Примечательно, что даже на массовых авто с несущим кузовом, которые переделывают для участия в соревнованиях, комплектуются внутренним трубчатым каркасом для повышения жесткости кузова. Но в этом случае устанавливаемый каркас нельзя назвать полноценной пространственной рамой.
Комбинированные виды
Выше перечислены основные виды рамных несущих частей. Но, как отмечено, существует немало вариаций, представляющих собой комбинированные типы.
К ним относится вильчатая рама. В этом типе присутствуют основные составные элементы лонжеронного и хребтового видов – центральная балка и лонжероны. Конструкция выглядит так: в передней и задней части для крепления узлов авто применяются продольные лонжероны, а в центральной части установлена труба (но здесь она не используется для размещения приводных валов). Между собой балка и лонжероны жестко соединены.
Вильчатая рама — симбиоз нескольких видов, причем он не единственный. На некоторых авто применялись конструкции, состоящие, к примеру, из компонентов Х-образной рамы и несущего основания, или же центральной балки и лонжеронов (в отличие от вильчатой, лонжероны располагаются только спереди).
Но существуют также и варианты, которые совмещают в себе разные виды несущей части – раму и несущий кузов. К такому типу относится так называемая интегрированная рама. Суть ее сводится к тому, что элементы рамы (лонжеронной классической или периферийной) входят в конструкцию кузова и выполнена с ним заодно (они жестко между собой соединены). Но стоит отметить, что лонжероны обычно располагаются только в передней части и предназначены для фиксации силовой установки.

Интегрированная рама с кузовом
Еще одним вариантом комбинированных несущих частей является кузов с подрамником. Этот элемент выполняет те же функции, что и лонжероны в интегрированном варианте, но в отличие от него крепиться к кузову при помощи болтовых соединений.
Напоследок отметим, что хоть рама применяется только на авто определенных классов, элементы, входящие в конструкцию используются достаточно широко и сейчас, поскольку ими усиливают жесткость несущих кузовов. Практически в любом легковом авто можно найти усиливающие лонжероны или подрамники.
Технология изготовления сварной конструкции «Рама»



Сварка рамы грузового автомобиля
Приходилось заниматься сваркой рамы КамаЗа. Через некоторое время около шва проступила трещина. Решил усилить конструкцию накладкой «ромб», выполнил разделку кромок и сварил в два прохода. Через полгода та же проблема – рама потрещала. Какова технология ремонта рамы грузовика? Аналогичный вопрос по заварке осей полуприцепов иномарок.
Завод-изготовитель утверждает, что раму восстановить нельзя, Но тем не менее в мастерских часто успешно справляются с этой нелегкой задачей. Вот кое-какие секреты сварки рамы:
Последовательность действий
1. Одна из главных особенностей сварки рамы заключается в разделке кромок с помощью аппарата плазменной резки. 2. Необходимо надежно заварить корень шва (если по каким-то причинам данный этап не можете выполнить – лучше не беритесь за ремонт) 3. Используйте присадочный материал (сварочную проволоку) 08Г2С (зависит от материала рамы), 1,2 мм. Защитная среда: смесь аргон+углекислота (20%). 4. Проход №1: сварочный ток 100А. Заварка корня шва выполняется короткими валиками поперек разделки слева направо с образованием обратного валика. Важно избегать перегрева стали. 5. Проход №2 и 3: сварочный ток 110А. Выполняется как в п.4, но валики тонкие и накладываются один на другой. 6. Проход №4: сварочный ток увеличиваем до 120А. Валик по всей ширине разделки с перехватом на основной металл 1-2 мм. Несколько валиков – и обрыв дуги. Важно не перегревать основной металл. 7. Завершающий проход №5: валик варится без обрыва дуги, перехват на основной металл 5 мм. 8. Вертикальные швы завариваются сверху вниз. 9. Важен индивидуальный подход в каждом конкретном случае.
10. Шов ровный, выпуклый.
установка воздушно-плазменной резки
Треснула рама
Всегда старайтесь понять и определить причину возникшей трещины.
p, blockquote 23,0,0,0,0 —>

Просверлите отверстие в конце трещины и расточите трещину в виде “V” на 2/3 глубины металла. После проваривания и зачистки нужно поверх приварить усиливающую накладку.
Частая причина трещин в раме, особенно грузовиков – усталость металла. Так происходит из-за циклических погрузок и разгрузок. Часто трещины возникают в нижней части балок, так как она часто находится под наибольшим напряжением.
p, blockquote 24,0,0,0,0 —>
Усталость является поведением материала, когда подвергаемый циклическим нагрузкам материал может дать трещину. Усталость – это когда Вы что-то сгибаете несколько раз, до момента, когда материал сломается. Каждый материал имеет предел эластичности.
p, blockquote 25,0,0,0,0 —>
Трещины могут быть отремонтированы сваркой, зачисткой до плоского состояния и последующей приваркой усиливающей пластины (см. ниже).
p, blockquote 26,0,0,0,0 —>
Не приваривайте заплату прямо на трещину, не заварив её по правилам.
p, blockquote 27,0,0,0,0 —>
Ремонт и Сварка рамы грузовика
Частая проблема – перегруз машин по весу вследствие больших объёмов груза. Случаются ситуации, когда грузовики выходят из строя на дальних трассах, с большим количеством груза, зачастую скоропортящегося. Это приводит к большим денежным потерям и простоям.
Чтобы такого не происходило, важно следить за состоянием рамы и вовремя её чинить. Но тут есть один важный момент: если ремонт произведён неправильно, через некоторое время рядом с местом сварки появляется трещина, и нужен повторный визит в сервис.
Здесь перечислены советы, основанные на опыте профессиональных мастеров. Это поможет сделать не просто временную заплатку, а качественно и надёжно исправить неполадку.
Самое важное условие: ни в коем случае нельзя перегревать металл в месте шва. Правильнее всего будет варить небольшими отрезками длиной примерно по 5 мм, после этого давая остыть месту сварки. Да, процесс из-за этого получается очень долгим, но результат стоит затраченных усилий. Перекалившийся металл станет слишком хрупким, вследствие чего и будет трескаться.
Фотоотчёт ремонта рамы грузовика
Толщина основной рамы 6 — 4 мм., накладка 5мм., проволка 0,8 + сварочная смесь.
Используемый в работе сварочный аппарат — Циклон ПДГ 240Д-1
Ориентировочная цена аппарата — 13000-14000р.
Для обработки кромок используйте плазменный резак. Он будет лучшим вариантом для резки металла. Это поможет соблюсти первое условие, касающееся перегрева.
При варке шва обязательно следите за аккуратными и ровными переходами с дополнительного на основной металл. Избегайте образования подрезов, поскольку именно с подреза впоследствии начинает снова трескаться рама. Околошовная зона важна не меньше самого шва.
Кроме того, корень обязательно проваривать по всей длине, в противном случае вся работа пойдёт насмарку. Если нет возможности варить корень, то лучше вообще не беритесь за ремонт рамы.
С некоторыми небольшими грузовиками очень непросто работать, и рама снова и снова ломается, как её ни вари. Можно воспользоваться немного другим методом и усилить место поломки. Придётся немало попотеть, но есть возможность усилить лопнувшее место швеллером и болтовым соединением. Иногда это единственный способ спасти машину.
И напоследок технология – вариант надёжной сварки:
- Первый проход – проварка корня. Ток 100А, газовая смесь Ар + СО2 20%, проволока 1,2 мм Св08. Слева направо проходимся поперёк трещины, прерывая дугу и образуя обратный валик
- Второй и третий проход. Ток 110А. Делаем тонкие валики, перекрывающие друг друга.
- Четвертый проход. Ток 120А. Валик на полную ширину разделки, немного заходя на основной металл. Валики должны быть плотными. В зависимости от теплопотери можно варить основным швом (от 3 до 5 валиков, затем дуга прерывается). Пятый валик должен перекрыть не меньше 5 мм в каждую сторону. Техника как такая же, только не прерывая дугу.
Таким способом шов выйдет довольно ровным. Вертикальные швы выполняются только сверху вниз. Если клиенту необходима сварка без следов, то пятый валик не выполняется.
Подготовка рамы к сварке

Поэтапный процесс сварки рамы: разделка, сварка, зачистка и обработка
При подготовке к ремонту рамы грузовых автомобилей нужно сделать следующие приготовления:
- Подобрать правильные электроды. Их диаметр должен составить не менее 4 мм.
- Просушить электроды. На это уходит как минимум час.
- Обеспечить сварщику полный доступ к поврежденной зоне рамы. Части машины, мешающие проходу, можно временно демонтировать.
- Подготовить усилители для каркаса, если это необходимо. Нужно использовать накладки (в форме эллипса или ромба) из той же стали, из которой сделан каркас, а также можно использовать болтовые соединения или швеллеры (делают ремонт наиболее надежным). Используя накладки, важно следить, чтобы переходы между ними и основой конструкции были ровными.
- Подобрать современный сварочный аппарат, к примеру, ЦИКЛОН ПДГ 240Д-1. Перед использованием нужно проверить, не сломан ли аппарат.
Как сварить раму автомобиля
В любом автомобиле, кузов – является важной неотъемлемой составляющей, которая защищает все внутренние узлы. Грузовой автомобиль, как и любой другой, требует постоянного обслуживания, а в случае поломки – ремонта. Очень часто в грузовике приходится варить раму. Именно об этом процессе пойдет речь в данной статье.
О сварке кузова автомобиля можно прочесть тут.
Общие сведения
Рамой в автомобиле называется силовой каркас, выступающий основанием для крепления всех кузовных деталей, двигателя, коробки, приводов и т.д. Прибегать к такой технологии как сварка рамы, обычно следует при незначительных деформациях этой детали. Например, если образовались трещины, сколы, складки, то в данном случае, варить раму будет целесообразно. Однако, следует точно соблюдать технологию сварки, ведь от этого будет зависеть не только качество рамы, но и в будущем безопасность пользования автомобилем.
Выполнение ремонта и процесс сварки рамы грузовика
Очень часто, грузовые автомобили, например камаз, занимающиеся перевозкой больших грузов, могут выйти из строя прямо на трассе. Чтобы не допустить возникновения такой неприятной ситуации, следует постоянно контролировать в каком состоянии находится рама и производить своевременный ремонт этой детали.
Для того, чтобы в процессе сварки рамы грузового автомобиля, соединение получился прочным и надежным, нужно соблюдать ряд правил и требований.
- Первое, что стоит отметить, так это необходимость следить за тем, чтобы на том участке, где образуется шов, металл не перегрелся. Варить шов надо маленькими отрезками, длина которых не превышает показатель в 5 мм.
Обязательно выжидайте некоторое время, пока место сварки не остынет
- Далее нужно обработать кромки. Осуществляется это посредством плазменного резака либо болгарки, т.к. это наиболее подходящий вариант для резки металла.
- Осуществляя сварку рамы, следите за тем, чтобы переходы с дополнительного металла на основной были как можно более ровными. Следите за тем, чтобы не образовывались подрезы, т.к. именно этот дефект приведет к потрескиванию рамы. Помимо этого, корень должен провариваться по всей длине, иначе весь процесс будет бессмысленным.
- Учитывая тот факт, что со многими грузовыми автомобилями, которые не очень большие по размеру, работать достаточно сложно и рама очень часто склонна поломке, вне зависимости от качества выполненного шва, то здесь, есть только один выход – нужно усилить место поломки. Для этого подойдет швеллер и болтовое соединение.
Как сварить раму автомобиля своими руками
Прежде чем приступать непосредственно к процессу сварки, следует хорошо подготовить деталь. Важно верно определить повреждения, для этого надо снять все кузовные элементы и осмотреть пораженный участок. Место, где заканчивается трещина, надо засверлить. Это поможет предотвратить развитие повреждения.
Совет! Используйте сверла с диаметром 5 мм.
Подобные сварочные работы выполняются полуавтоматом.
Подробнее о процессе сварки. Как уже отмечалось, процесс сварки осуществляется в несколько проходов.
При первом проходе горелки – проваривается корень. Проварка осуществляется электродами, в качестве которых выступает проволока с толщиной в 1,2 мм с индексом Св08. Сварочные работы выполняются под воздействием тока в 100 А. На втором и третьем проходе, показатель тока должен быть 110 А с той же сварочной проволокой, при этом валики должны быть как можно тоньше и перекрывать собой друг друга. На четвертом проходе, ток увеличивается до 120 А.
Важно, чтобы варка проводилась без прерывания дуги. Только так вы сможете получить максимально ровный и качественный шов.
Обработка шва после сварки
Все швы после окончания сварочных работ нужно правильно обработать. Металл нужно защитить от негативного воздействия окружающей среды. Участок соединения надо отмыть, затем обработать пескоструйкой, обезжирить, прогрунтовать и покрасить.
В завершении стоит отметить, что сварка рамы грузовика – процесс, требующий концентрации и внимательности. Для того, чтобы шов получился максимально прочным и качественным, сварщик должен иметь некоторый опыт работы. Поскольку рама – это важная деталь, от которой зависит безопасность управления автомобилем. Не забывайте о безопасности и выполняя сварку, обязательно наденьте специальную защитную одежду. Если соблюдать все правила и требования, то в итоге вы получите максимально качественное соединение.
Обработка шва после сварки
Все швы после окончания сварочных работ нужно правильно обработать. Металл нужно защитить от негативного воздействия окружающей среды. Участок соединения надо отмыть, затем обработать пескоструйкой, обезжирить, прогрунтовать и покрасить.
Читать дальше: Защита рулевых тяг гранта
В завершении стоит отметить, что сварка рамы грузовика – процесс, требующий концентрации и внимательности. Для того, чтобы шов получился максимально прочным и качественным, сварщик должен иметь некоторый опыт работы. Поскольку рама – это важная деталь, от которой зависит безопасность управления автомобилем. Не забывайте о безопасности и выполняя сварку, обязательно наденьте специальную защитную одежду. Если соблюдать все правила и требования, то в итоге вы получите максимально качественное соединение.
В 2001 году по материалам книги «Ремонт автомобильных рам» (автор Гурман В.С.) сочинился документ. Возможности этот документ подшить к записи я не нашел, поэтому завожу его вручную. По сути дела это просто конспект книги, поэтому высказываю здесь своё искреннее уважение автору и исследователям проблемы. И, конечно, помним, что возраст книги уже превышает пол-века.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
РЕМОНТ РАМЫ АВТОМОБИЛЕЙ
При ремонте рам можно пользоваться только качественными электродами. Перед сваркой электроды должны быть обязательно просушены в течение 1 ч при температуре 140—160 ОС так как влажность обмазки приводит к пористости металла шва.
К сварке деталей рамы должны допускаться только дипломированные сварщики 5 – 6 разряда, прошедшие аттестацию.
Рабочее место сварщика должно быть оборудовано амперметром.
Необходимо производить упрочнение поверхностным наклёпом участков, опасных к возникновению трещин усталости.
При условии выполнения этих принципов можно восстановить выносливость деталей рамы автомобиля до уровня выносливости новых деталей.
1
Подготовка рамы к ремонту.
Повреждённый участок рамы необходимо тщательно отмыть от загрязнений.
Места, имеющие трещины и места возможного зарождения трещин должны быть зачищены вращающейся стальной щёткой до металлического блеска для облегчения обнаружения трещин.
Зачищенные места осматривают при помощи 4-кратной лупы. Таким образом удаётся обнаружить трещины, незаметные без зачистки на 20% рам автомобилей. Без выполнения этой операции надёжность рамы после ремонта гарантировать нельзя.
Лонжероны рамы и поперечины необходимо править без нагрева. После правки форма и размеры деталей должны соответствовать чертежу завода-изготовителя. Кривизна верхней полки лонжерона не должна превышать 2 мм на длине 1000 мм. а на всей длине—5 мм. Кривизна вертикальной стенки допускается не более 2 мм на длине 1000 мм, а не всей длине — не более 10 мм. Разность стрел прогиба лонжеронов одной рамы не должна превышать 6 мм. Для правки совершенно не пригодны детали, деформированные с вытяжкой, сопровождающейся уменьшением толщины материала.
2
Определение способа ремонта деталей рамы.
Допускается ремонт деталей рамы заваркой трещин, отрезкой или вырезкой поврежденной части и приваркой дополнительной детали.
Все сварные соединения должны быть выполнены в стык. Приварка вставок, а также приварка дополнительных деталей внахлестку не допускается. На одной продольной балке не должно быть более трех сварных соединений, включая заваренные трещины.
Читать дальше: Что значит буква ш на машине
При ремонте трещин, проходящих через отверстие, последнее должно быть обязательно заварено.
В тех случаях, когда в опасном месте имеется несколько одинаковых концентраторов напряжений, лучше вырезать его.
Рассмотрим конкретный пример.
Так как напряжения у всех трех отверстий приблизительно одинаковы, то при возникновении трещины у одного из отверстий, у других двух запас выносливости материала, по-видимому, почти израсходован и упрочнение наклепом может оказаться неэффективным. Поэтому лучше заменить часть материала. В рассматриваемом случае вырезать следует до оси продольной балки . Если вырезать одну лишь полку, то на стенке может остаться невидимый конец трещины, который станет очагом нового разрушения, так как вблизи полки напряжения от изгиба достаточно велики.
При переменных нагрузках отверстие не является препятствием для развития трещин усталости. Многие трещины, зарождающиеся на кромках профиля, развиваются к отверстию и легко пересекают его.
Таким образом, сверление отверстия в конце трещины излишне.
Вместе с тем конец трещины бывает трудно выявить, поэтому, чтобы не заваренная часть трещины не могла стать причиной повторного разрушения детали, следует прорезать трещину по ее направлению дальше видимого конца. Если видимый конец расположен на полке или сгибе профиля, то прорезать следует по всей полке и по стенке не менее 50 мм от полки. Если трещина распространилась на стенку, то прорезать следует на 50 мм дальше видимого конца трещины.
Ширина реза 1…2 мм.
Если трещина доходит до отверстия или пересекает его, то последнее следует заварить на медной подкладке, а кромки вновь просверленного отверстия упрочнить наклепом. С этой целью целесообразно сверлить отверстие диаметром на 1 мм меньше, чем требуется по чертежу и раздать его до нужного диаметра.
Качество сварки оказывает решающее влияние на выносливость отремонтированных деталей и долговечность собранных из этих деталей рам. Сварные швы, проходящие через места прилегания кронштейнов, должны быть зачищены заподлицо с поверхностью детали. Перед осмотром со сварных швов должен быть удален шлак, а их поверхность должна быть тщательно зачищена. Сварные швы не должны иметь подрезов, раковин и пор. Кратеры должны быть заплавлены. Усиление сварных швов не должно возвышаться над поверхностью детали более чем на 2 мм. Допускается опиливание усиления шва на сгибе профиля. В месте выхода на кромку профиля шов должен быть подварен вровень с кромкой.
При переходе от нижнего к вертикальному шву следует снизить силу тока, в противном случае металл будет стекать и образуется прожог. Так как длина вертикального шва очень мала, а качество сварки должно быть безукоризненным, сварщик не может каждый раз подбирать силу тока пробой. Поэтому рабочее место, где заваривают детали рамы должно быть оборудовано амперметром, по которому сварщик, не осуществляя проб, мог бы устанавливать должную силу тока.
Сваривать детали необходимо следующими электродами диаметром 4 мм:
Ремонт рамы — как правильно?
Ремонт рамы это довольно распространенная задача. Повреждения бывают разные, в зависимости от характера, это и трещины (довольно частое явление), и складки и деформация.
Часто при серьезных ДТП, поведенную раму очень сложно восстанавливать и нецелесообразно. Но в большинстве случаев повреждения выражаются в трещинах или рама лопается. Такие повреждения можно благополучно отремонтировать. Но важно соблюсти технологию ремонта, так как конструкция рамы работает в тяжелых условиях, очень сильные нагрузки на скручивание.
Процесс ремонта рамы
- варить нужно полуавтоматом,
- избегать перегрева,
- обязательно разделывать швы,
- проваривать корень шва.
Прежде чем начать ремонт, нужно тщательно произвести осмотр рамы на наличие трещин. Для внутреннего осмотра подходит видео-эндоскоп. Если нет специализированного, можно приобрести USB-эндоскоп, который работает с ноутбуком или смартфоном.
Купить можно на сайте elmagaz.ru или aliexpress.com там они дешевле.
Для ремонта нужно обеспечить доступ к месту повреждения, при необходимость демонтировать части мешающие в процессе работы. Лучшем методом будет освобождение рамы от всего навесного оборудования и элементов, чтобы уменьшить нагрузку. Если трещины разошлись, их нужно предварительно свести с помощью домкратов и обязательно промерять диагональные контрольные точки автомобиля. Разница расстояний не должна превышать 5 мм. Если будут отклонения, тогда на стапеле нужно тянуть раму.
Правка рамы, в том числе и в местах трещин производится в холодном состоянии кувалдой и молотками, с помощью оправок и поддержек.
На грузовиках и полуприцепах раму правят с помощью пневмо или гидро оборудования.
Трещины устраняются заваркой и клепкой усиливающих накладок.
Главная особенность в подготовке к сварке:
- определение видимого конца трещины (с помощью лупы);
- засверливание конца трещины (перед сверлением накернить центр под отверстие на расстоянии 5 — 10 мм от видимой границы трещины по линии её направления; сверлить сверлом диаметром 5-6 мм);
- разделка кромок под улом 90 градусов на глубину 2/3 толщины металла детали, плазменным резаком, если нет, можно болгаркой, но это дольше.
- зачистка кромок трещины шириной 20 мм (стальная щетка или электрошлифовальная машинка).
Трещины на лонжеронах устраняются:
- заваркой и установкой наружной или внутренней усиливающей коробчатой накладки на заклепках;
- заваркой трещины и приваркой усиливающей треугольной накладки;
- заваркой трещины и приваркой усиливающей накладки из угловой стали;
- продольные трещины или пучок трещин на вертикальной стенке устраняется вырезкой поврежденного участка и приваркой вставки в виде ромба;
Перед установкой накладки, шов нужно зачищать заподлицо с основным металлом.
Подготовка к сварке
Если нет возможности проварить корень, то за сварку рам лучше не браться.
- Первый проход проварка корня: ток 100 А проволока Св08 1,2мм газ смесь Ар + СО2 20% короткими валиками с лева на права поперек трещины с прерыванием дуги и не перегревая металл, но с образованием обратного валика.
- Второй и третий проход ток 110 А точно так же, но валики должны быть тонкие и перекрывать друг друга.
- Четвёртый проход ток 120 А валик во всю ширину разделки с небольшим заходом на основной металл, валики плотные и в зависимости от теплопотерь можно сплошным швом, но не перегревая металл (3-5 валиков и прерывание дуги).
- Пятый валик перекрывает в каждую сторону минимум варится так же но без прерывания дуги. Шов получается широкий выпуклый довольно ровный.
Вертикал варится только с верху вниз. Если клиент просит скрыть следы сварки, то пятый валик не варится.
Каждый случай сварки рам очень индивидуальный.
Большие швы за раз варить не стоит, так как в зоне термического воздействия метал закалиться и станет хрупким при деформации.
На фото раму уже делали, шов отвратительный. Пришлось переделывать.
Были разделаны швы под 90 градусов, там где VIN, пришлось просверлить отверстия, это для того, что бы снять напряжение, так часть трещины нельзя заварить, а если не делать отверстия, то от напряжения метала, трещина пойдет снова по сварке.
Швы были заварены по технологии выше.
Нужна ли накладка на раму?
В ремонте, что предоставлен выше, накладка не потребовалась. Лишний сварной шов не на пользу конструкции. Накладки применяются в случае, если нужно усилить раму, где уставший металл, и много вертикальных трещин. Накладки виде ромба или эллипса лучше вваривать, а не приваривать внахлест.
Для накладок и заплаток нужно брать такую же сталь из чего сделана рама.
Марки стали рам для автомобилей.
Детали ЗИЛ-130 ГАЗ-53А МАЗ-5335 УАЗ-469
| Лонжероны | 30Т или 14Г2АФ | 25 | 19ХГС | 25 |
| Поперечены | 20, 08 или 14Г2 | 25, 08кп или 12ГС | 19ХГС или14ХГС | 20кп или 08 |
| Буфер | 20 | 25 | 08 или 20кп | |
| Буксирный крюк | 35 | 40 | 45 | 35 |
Для ремонта рам иномарок лучше брать металл от «донора».
Обработка рамы после ремонта
После проварки всех повреждений, раму нужно обработать. Закрыть металл от агрессивной среды. Для этого раму моют, отчищают «пескоструйкой» или металлическими щетками. Обезжиривают, грунтуют и красят, лучше обработать антигравием «Раптор» или защитным покрытием Line-X.
Цена ремонта рамы автомобиля
Цена ремонта зависит от многих факторов. И все зависит от места повреждения, цена существенно уменьшается если удастся произвести ремонт без демонтажа кузова, но в большинстве случаев кузов необходимо демонтировать. На что тратится большое количество времени.
Источник Источник http://autoleek.ru/nesushhaja-sistema/platforma-i-rama-avtomobilja/rama-avtomobilya.html
Источник https://spark-welding.ru/instrumenty-i-oborudovanie/svarka-ramy-2.html





