Из чего и как делают автомобили? Из чего делают кузова автомобилей
АО «АвтоВАЗ», Поволжское отделение Российской инженерной академии
II Международная научно-практическая конференция «Материалы в автомобилестроении»
Итак, снова «Автосалон» в Москве на Красной Пресне. Снова десятки новых и модернизированных автомобилей, своей неповторимой космической окраской и лаконизмом очертаний завораживающих посетителей. И у последних невольно возникает вопрос: из чего и как делают автомобили! Между тем исчерпывающий ответ на этот вопрос можно было получить незадолго до открытия салона — в Тольятти прошла II Международная научно-практическая конференция «Материалы в автомобилестроении», инициаторами проведения которой выступили АО «АвтоВАЗ» и Поволжское отделение Российской инженерной академии. В работе конференции приняли участие не только автомобилестроители, но и специалисты смежных отраслей — металлурги, химики, нефтепереработчики, электронщики. Обмениваясь опытом и вступая в полемику, они искали ответ на главный вопрос: как сделать отечественный автомобиль более качественным при доступной цене! Сегодня мы публикуем в сокращенном виде выступления некоторых участников конференции.
Отвечая на потребности и возможности россиян
Руководитель Департамента промышленной и инвестиционной политики в машиностроении Минпромнауки РФ, действительный член РАЕН Николай Сорокин
Автомобилестроение по праву считается локомотивом экономики страны: объем его продукции только в прошлом году составил более 250 млрд. рублей, а доля налоговых поступлений в бюджет — 4, 5%. В общем непродовольственном товарообороте страны объем продаж легковых автомобилей превысил 9, 5%. За последние три года обрели стабильность выпуск отечественных легковых автомобилей и производство грузовиков. Динамично развивается производство автобусов.
Вместе с тем сегодня можно услышать претензии по поводу того, что наша автомобильная техника по качеству, техническому уровню уступает импортной.Но при этом почему-то не воспринимается основная причина такого положения — уровень платежеспособности населения. В прошлом году месячный доход на душу населения в России составил примерно 3000 рублей (около 95 долларов). Не лишне напомнить и другое: после дефолта 98-го года продажа автомобилей в стране упала наполовину.
По количеству проданные легковые автомобили распределяются следующим образом: 45, 2% приходятся на долю АвтоВАЗа, 13, 3% — на других отечественных производителей, 8, 3% — новые иномарки, 32, 2% — подержанные иномарки. При этом 75% продаваемых автомобилей составляют машины не дороже 6 тыс. долларов. Это и определяет как уровень качества продукции, так и соответственно требования к поставщикам.
Проведенный анализ импорта автомобилей показал, что наибольшую долю составляют транспортные средства того класса, которые либо не производятся в России, либо их выпуск ограничен. Так, в 2001 — 2002 годах ввоз автомобилей класса «Д» составил более 35%. Ранее такие машины выпускались на АО «Москвич».
Тот же анализ показывает, что Россия крайне нуждается в увеличении выпуска мини-вэнов и внедорожников повышенной комфортабельности. А также грузовых автомобилей для международных перевозок.
Перспективы отечественного автомпрома определены рядом решений правительства. В частности, в июне этого года Правительство РФ на своем заседании рассмотрело комплекс мер по развитию машиностроения. В том числе и автомобилестроения, которое занимает в объеме машиностроения 28% и связано с более чем сорока направлениями в металлургической, химической, электротехнической и других смежных отраслях.
В начале года поручениями Правительства РФ одобрены мероприятия по реализации основных задач и приоритетов «Концепции развития автомобильной промышленности в России». В соответствии с распоряжением правительства прекращен выпуск и ввоз в РФ грузовых автомобилей и автобусов с дизельными двигателями, экологические показатели которых ниже требований норм Евро-1.
Приняты постановления о реструктуризации задолженностей акционерных обществ «АвтоВАЗ», «УАЗ», «КамАЗ», «Волжские моторы», «ГАЗ», «Ярославский завод дизельной аппаратуры» и других. Вопросы развития автомобилестроения рассматривались у президента страны и на парламентских слушаниях в Госдуме.
С 25 июля вступило в силу постановление правительства об уравнивании условий ввоза импортных автомобилей юридическими и физическими лицами. Подготовлены предложения по запрету производства с 1 января 2004 года автомобильной техники, не отвечающей требованиям норм Евро-2. В июле Минпромнауки России обсуждало план действий по этому вопросу с директорами основных автомобильных заводов.
Следует особо отметить: на ведущих предприятиях отрасли произошла смена собственников, к штурвалу управления встало новое руководство. В российском автомобилестроении происходят консолидация активов, формирование мощных производственных групп. Эти процессы соответствуют мировой тенденции концентрации капитала, направленной в первую очередь на снижение издержек в автомобилестроении.
«РусПромАвто», АвтоВАЗ, КамАЗ, «Северсталь», Самарская объединенная компания («СОК») и другие вкладывают средства в модернизацию производства, в повышение качества продукции. На АвтоВАЗе, КамАЗе, Ульяновском, Уральском и других автозаводах ведется подготовка к освоению современных моделей и модификации выпускаемых. На ярославской группе заводов расширяется выпуск дизельных силовых агрегатов, соответствующих экологическим нормам Евро-2, а также бензиновых двигателей — на Заволжском моторном.
Одно из направлений развития автопрома и естественный путь к интеграции в мировое автомобилестроение — иностранное участие в производстве автомобильной техники. Сегодня в России около 11 тысяч автомобилей выпущено на совместных предприятиях. К их числу относятся «Форд» (начато производство в Ленинградской области), «Рено» (ведутся работы по организации производства в Москве), «Дженерал моторс» (изготовление автомобилей «Шевроле-Нива»).
Кроме того, созданы мощности по производству автомобилей «ДЭУ», «Ситроен» в Таганроге, «КИА» и «БМВ» в Калининграде. Ведутся переговоры с «ФИАТ» об организации производства в Нижнем Новгороде. Компания «Фольксваген» прорабатывает вопрос о налаживании выпуска автомобилей в Подмосковье. В Зеленограде совместно с фирмой «Вольво» уже с марта производятся магистральные тягачи для международных перевозок.
Накопленный этими компаниями научный и технологический потенциал крайне важен для России. Чтобы увеличить масштабы и темпы прихода иностранных инвестиций в автомобилестроение, рассматриваются предложения по стабилизации таможенных пошлин на длительный срок на все виды новой автомобильной техники. Предлагается привести таможенные пошлины на автосборочные комплекты повышенной готовности к уровню пошлин на готовые автомобили. Наконец, создать экономически привлекательные условия в Сибирском, Дальневосточном федеральных округах для организации отечественных автосборочных производств.
Понятно, к числу определяющих факторов современного и перспективного автомобильных производств относятся разработка и применение высокоэффективных материалов. Среди них главную роль сохранят за собой стали, хотя, согласно прогнозам, их доля в конструкции автомобиля будет неуклонно сокращаться. И к 2005 году составит 55% вместо нынешних 73% за счет внедрения алюминиевых и магниевых сплавов, керамики, других перспективных материалов. Но даже при применении сталей — высокопрочных и легированных, а также новых технологий изготовления каркаса, масса кузова может быть уменьшена на 30%. В будущем для облегчения кузова получат применение композиционные материалы из стальных листов и синтетической прослойки. А также сочетание листовой стали и промежуточного слоя вспененного алюминия.
Что касается алюминия, то его потребление в производстве автомобилей продолжает расти. В США масса деталей из него в расчете на автомобиль составляет в среднем 114 кг, в Японии — 90 кг, в Европе — 70 кг. К 2005 году в Европе ожидается рост массы алюминиевых деталей на один автомобиль до 130 кг.
Среди новых материалов, активно завоевывающих автомобилестроение, следует назвать пеноалюминий — чрезвычайно легкий, жесткий, с высоким энергопоглощением при столкновении. Сегодня он уже применяется и в отечественном самолетостроении. Металлические пенистые структуры обладают и высокими характеристиками, обеспечивающими шумоизоляцию и термостойкость. Правда, пока стоимость деталей из такого материала выше, чем у стальных, примерно на 20%.
Разработан новый материал «AAS» трехслойной структуры, способной кардинально изменить конструкцию кузова и снизить его массу до 50%.
В конструкции концептуальных автомобилей компаний «Ауди» и «Даймлер-Бенц» использованы каркасы из прессованных алюминиевых профилей. Масса кузова модели «Ауди А8» за счет этого снижена до 810 кг и, при организации серийного производства, может быть уменьшена до 600 кг.
Основываясь на этой предпосылке, руководством АО «ОЭМК» было принято решение о необходимости пуска средне- и мелкосортного комплекса стана 350 с целью создания условий для повышения конкурентоспособности комбината на рынке сбыта высококачественного сортового проката.
В то же время пуск в 2002 году комплекса стана 350 показал необходимость продолжения технологического перевооружения, расширения своих позиций на традиционном для себя рынке и вторжения на «чужие» рынки, создания в составе своей структуры управления целых подразделений, занимающихся разработкой стратегии развития.
Исходя из этого, генеральным директором утверждена концепция модернизации и перевооружения основных производственных мощностей комбината в период с 2003 по 2010 годы, предусматривающая увеличение производства особовысококачественной стали и проката приуменьшении общих затрат на производство из расчета на одну тонну готовой продукции.
Предложения коммерческой службой комбината своей продукции на рынках сбыта сопровождаются достаточно глубоким изучением технологии переработки металла у потенциальных клиентов. Как следствие согласовываются необходимые для изготовления деталей технические требования к металлу. Это позволяет учесть обязательные для конкретного потребителя условия переработки металлопродукции, которые зачастую не имеют своего отражения в действующих ГОСТах. Такой подход наиболее приемлем в производстве деталей для автомобилестроения.
Наряду с работой непосредственно с потребителями продукции, технической службой комбината в тесном взаимодействии с научными организациями ведется разработка отдельных новых марок сталей. Наиболее наглядным является пример работы комбината с УНЦ МГИСиС «Материалы автомобилестроения».Результатом этого взаимодействия является отработка ресурсосберегающей технологии получения сортового проката для холодновысадочного производства автомобильных заводов. Реализация данной технологии позволяет получать прокат с мелкодисперсной псевдосфероидизированной структурой, по уровню механических свойств не отличающийся от металлопроката, прошедшего традиционный печной сфероидизирующий отжиг.
Примером сотрудничества в области освоения новых технологий является работа, проведенная на комбинате с УкрНИИМет (Харьков). Результат этой работы — реализация контролируемой прокатки с ускоренным охлаждением (КПУО) в широких температурных интервалах, позволяющая эффективно управлять процессом структурообразования в стали и уровнем механических свойств мелкосортного проката.
В настоящее время значимой является работа, проводимая на комбинате, для удовлетворения потребностей АО «АвтоВАЗ». Основываясь на выполнении «Межотраслевой программы работ по улучшению качества и освоению новых видов металлопродукции для АО «АвтоВАЗ» на период до 2005 года», техническая служба АО «ОЭМК» совместно с инженерным центром и управлением лабораторно-исследовательских работ Волжского автомобильного завода разработала и приступила к промышленному опробованию ряда марок сталей, требования к которым определяются производством нового семейства современных автомобилей марки «ВАЗ».
К ним относятся: конструкционные марки сталей с суженной полосой прокаливаемости, прокат пружинных марок стали со специальной отделкой поверхности, обточенный прокат взамен калиброванного и горячекалиброванный прокат взамен обточенного.
Результатом этой работы станет объем поставок сортового проката для автомобильных заводов СНГ, где доля объемов для «АвтоВАЗа» составляет 50% от общего потребления автомобилестроителей.
Перспективы дальнейшей работы с «АвтоВАЗом» мы связываем с производством стали и проката для изготовления деталей коробки передач, рассмотрением возможности производства стали для изготовления шатунов, опробованием в лабораторных условиях сталей, микролегированных серой, с повышенной обрабатываемостью резанием взамен свинецсодержащих, заменой легированных сталей на микролегированные, обеспечивающие равнозначные эксплуатационные показатели, производством пружинных марок сталей для холодной навивки пружин.
Тесное сотрудничество специалистов двух заводов, инженерный потенциал и опыт работы с зарубежными партнерами позволят, как мы надеемся, АО «ОЭМК» выполнить поставленные задачи, нашедшие отражение в утвержденных межзаводских программах.
По погоде и дороге красочный наряд
Заместитель начальника исследовательского центра АО «АвтоВАЗ» Владимир Лапин
На современном этапе к лакокрасочным материалам (ЛКМ), применяемым в легковом автомобилестроении, предъявляется целый комплекс требований. Они должны обеспечивать надежную антикоррозионную защиту при эксплуатации автомобиля и высокие декоративные показатели покрытия (блеск, розлив, цвет), обладать устойчивостью к атмосферным, химическим и механическим воздействиям, способствовать снижению трудоемкости и удешевлению процесса при окраске кузовов и деталей, удовлетворять экологическим требованиям по эмиссии растворителей при нанесении.
Эти требования обеспечиваются за счет применения материалов со специальными свойствами, использования новых технологических приемов, высокоэффективного и экономичного оборудования.
Основную антикоррозионную защиту в системе ЛКМ выполняет первичная грунтовка, наносимая методом электроосаждения (анафорез, катафорез).
На протяжении последних лет велись работы не только по повышению ее защитных свойств, но и решались вопросы экологии — вывод из состава тяжелых металлов (свинца, олова, хроматов, стронция), снижение содержания органических летучих компонентов, а также понижение температуры сушки покрытия.
Применяемый сегодня на «АвтоВАЗе» двухкомпонентный катафорезный грунт фирмы PPG-Helios не содержит в своем составе тяжелых металлов, имеет низкое содержание летучих органических соединений и температуру сушки 170° С (температура металла). Но производители грунтов работают над дальнейшим понижением температуры сушки до 150° и даже до 130° С.
Ко вторичной грунтовке предъявляются иные требования. Она должна иметь хорошие выравнивающие свойства, повышенную стойкость к сколам (ударам камней), высокую адгезиюс нижними и верхними слоями, обеспечивать идеальную поверхность после отверждения и блеск эмалевого покрытия как после его нанесения и отверждения, так и во время эксплуатации автомобиля. К этому следует добавить хорошую шлифуемость, повышенный блеск, пониженное содержание летучих органических компонентов, низкую стоимость.
Материалы для окончательной окраски должны обеспечивать высокие эстетические качества, стойкость к атмосферным воздействиям в период эксплуатации автомобиля (УФ-лучи, влажность, температурные перепады), устойчивость к химическим воздействиям (кислотные дожди, чистящие средства, топливо, выделения птиц и насекомых), устойчивость при механической мойке, пониженное содержание летучих органических соединений.
Среди материалов, применяемых для окончательной окраски, меламино-алкидные однослойные эмали уходят в прошлое — они уже почти не применяются ведущими автомобильными компаниями. На «АвтоВАЗе» их используют для окраски автомобилей семейств 2105/04/07 и 2108/09. Основная же роль принадлежит двухслойным металлизированным эмалям, которые включают в себя базисные цветные эмали и покрывной прозрачный лак.
На современном рынке присутствуют три группы двухслойных (базисных) эмалей. Первую представляют металлизированные эмали, в составе которых содержатся алюминиевые частицы, придающие цветам характерный металлический вид. Вторая группа — перламутровые (мика) эмали, где вместо алюминиевых частиц содержатся мика-эффектные пигменты, придающие цветам характерный перламутровый оттенок. Третья же группа — пастельные эмали, которые не содержат эффектных пигментов и имеют цвета, аналогичные однослойным эмалям.
Технология нанесения всех трех типов эмалей одинакова. Сначала наносится базисная эмаль, придающая системе цвет и эффект. После естественной сушки (от 3 до 5 минут), наносится бесцветный лак. Сушка нанесенных слоев осуществляется при 130 — 140° С.
На «АвтоВАЗе» сегодня применяются первые два типа эмалей. В основном — для автомобилей ВАЗ-2110/11/12 и, в меньшей степени, для семейства «Самара». Третий тип предусмотрен для окраски автомобилей ВАЗ-1118 в новом окрасочном производстве.
Бесцветные лаки, наносимые на базисные эмали, выполняют декоративные и защитные функции. Поэтому в их состав входят высококачественные связующие на базе акриловых сополимеров, ППУ смол, ультрафиолетовые (УФ) абсорберы, спецдобавки.
В большинстве случаев на заводах используются однокомпонентные лаки, дающие хороший технический эффект и имеющие доступную стоимость. Правда, в последнее время все больше стали применяться бесцветные лаки с применением молочных акриловых смол, которые позволяют увеличить сухой остаток (СО), получать лучшие декоративные показатели. Несмотря на то, что эти лаки несколько дороже обычных, на «АвтоВАЗе» их также применяют.
Двухкомпонентные бесцветные лаки обладают лучшими декоративными и защитными свойствами. Они позволяют получать высококачественное покрытие за один слой при высоких скоростях конвейера — за счет повышенного СО. К недостаткам же этих лаков следует отнести необходимость специального дорогостоящего оборудования для приготовления и распыления и их высокую стоимость.
Сегодня двухкомпонентные б/ц лаки применяют: VW, Audi, Daimler (Chrysler), BMW, Volvo, Toyota.
С ужесточением экологических требований к применяемым материалам связаны попытки применения водоразбавляемых эмалей. На сегодняшний день можно говорить о практическом применении только базисных водоразбавляемых эмалей. При этом они требуют специального дорогостоящего оборудования. А также соблюдения жестких требований по режимам распыления, относительной влажности и температуре внутри окрасочных камер.
Представляет интерес работа, проводимая фирмой «Du Pont Herberts», под названием «Водорастворимая базисная эмаль с расширенными возможностями применения». Она призвана обеспечить переход в существующих цехах окраски на водоразбавляемые эмали без удлинения окрасочных камер, возможность их использования при расширенном диапазоне температуры и влажности, нанесение бесцветного лака на влажную базисную эмаль.
Успешные испытания таких эмалей прошли на линиях Fiat и Ford. Можно сказать, что в странах Западной Европы, США и Японии применение водорастворимых эмалей стремительно растет.
Еще лучшие показатели по экологии обеспечивает применение порошков.
«АвтоВАЗ», являясь лидером и законодателем «моды» в отечественном автостроении, неуклонно следует последним научным достижениям, также развивает современные тенденции окрасочного производства легковых автомобилей.
1.3. Как делают и испытывают легковые автомобили
Производство современных легковых автомобилей является сложным и многоплановым (рис. 1.2). Оно объединяет в себе производство различных заводов: автомобильных заводов, где изготавливают многие детали и узлы, системы и осуществляют сборку автомобилей; многочисленных специализированных заводов, изготавливающих комплектующие изделия (подшипники, топливную аппаратуру, радиаторы, шины, двигатели и многое другое); заводов, поставляющих полуфабрикаты и их компоненты (лаки и краски, стекло, обивочные материалы, пластмассы и т. д.). Только при четкой и слаженной работе этих многочисленных и разнохарактерных предприятий возможно массовое производство современных автомобилей.
Посмотрим, как делают легковые автомобили на московском автозаводе АЗЛК. Выпускаемый заводом «Москвич» состоит примерно из 10 тыс. деталей. Все их нужно изготовить, проверить, состыковать, объединить в одно изделие. При этом многие детали рождаются не сразу, последовательно проходя множество ступеней обработки (ковку, обработку на токарных станках, термообработку и т.д.). Так, например, для изготовления шестерни коробки передач из стального прутка диаметром 50 мм нужно выполнить 16 Технологических операций, не считая транспортных и контрольных; 29 операций необходимо выполнить для изготовления корпуса дифференциала ведущего моста; 36 операций — для изготовления передней двери кузова, состоящей из 14 элементов.
Вообще, изготовление деталей кузова на автозаводе занимает особое место. Каждую из них получают в несколько приемов и затем собирают в так называемые подсборки (основание кузова, боковины и т. д.), из которых собирают кузов. Он состоит примерно из 500 элементов, соединенных между собой главным образом с помощью точечной электросварки (более 4 тыс. точек). Протяженность сварочных линий, на которых она осуществляется, составляет почти 200 м.
Кузовные детали изготавливаются из стального проката в прессовом корпусе площадью 65 тыс. кв. м (почти 10 футбольных полей). В нем располагаются высокопроизводительные прессы, многие из которых оборудованы роботами для установки и снятия заготовок и изделий, для передачи их от одного пресса к другому. Для производства деталей средних размеров широко используются многопозиционные установки, объединяющие несколько прессов в едином блоке, где после обработки на одном прессе деталь сразу попадает на другой (не поступая на склад).
Прессы установлены на массивных железобетонных опорах на уровне земли. Пространство в подвальной части используется для автоматизированного сбора отходов от штамповки и для обслуживания важнейших узлов прессов.
Рулоны проката прямо с железнодорожной платформы, доставившей их в корпус, автоматически сгружаются, взвешиваются и после считывания специальным датчиком марки стали укладываются в ячейки многоярусного (вертикального) склада. Оттуда они в нужный момент передаются на раскройную линию. Полученные с нее заготовки в таре (на поддонах) доставляются автопогрузчиком к первому прессу технологической линии или поступают в определенную ячейку склада. Подобным образом готовая продукция, т. е. отштампованные детали, по автоматизированному монорельсовому пути поступает в другой цех — цех сборки-сварки кузовов. При необходимости они также могут быть направлены на склад.
Высота складских стеллажей прессового корпуса примерно 16 м (это пяти-шестиэтажный дом). Склад имеет удобную систему автоматической загрузки и получения изделий по складским адресам. Вертикальные (штабелерные) склады прессового корпуса работают без кладовщиков, управляет ими ЭВМ, которая знает, где что лежит и когда, куда и что нужно подать.
Сборка кузовов осуществляется с помощью 150 роботов, выполняющих точечную сварку. Они разбиты на группы: 16 роботов сваривают задний пол кузова, 4 приваривают к нему лонжероны, 2 робота справляются со сваркой капота и т. д. Каждый робот действует по программе, введенной в его электронную память. Если изменить программу, робот может сваривать другие детали;
Проворная рука робота свободно добирается до самых труднодоступных мест кузова. Робот-сварщик прекрасно взаимодействует с- роботом, переносящим детали с одной позиции на другую, программа четко координирует их движения:.перенос детали, ее установка, сварка, перенос на следующую операцию или на транспортер -все делается быстро, четко и точно. В технологической линии имеются и другие роботы, например, выполняющие предварительную смазку будущих закрытых полостей кузова защитной антикоррозийной мастикой.
Одним из главных звеньев гибкого автоматизированного производства на АЗЛК является и комплекс механической обработки. Здесь изготавливают шестерни, валы, детали рулевого управления и т. д. На площади, равной 12 футбольным полям, работают десятки автоматических линий, от станка к станку передвигается множество различных деталей. Сотни роботов заняты своим скромным делом: снимают детали с конвейера, устанавливают на станок, в моечный или контрольный агрегат, а затем возвращают на конвейер.
К последнему элементу автоматической линии или к состыкованному с ним промежуточному складу причаливают робокары. Они сами загружаются поддонами с набором готовых деталей и увозят их в другой цех — на термообработку. А навстречу им движутся робокары с деталями, уже прошедшими термообработку,- их отвозят на другие автоматические линии. Много тысяч деталей регулярно направляются на автоматический склад или прямо на сборку.
В общей сложности здесь изготавливают 160 различных деталей, выполняя в сумме несколько тысяч операций. Из изготовленных в этом цехе деталей собирают агрегаты.
Есть на заводе и полностью автоматизированные производства, как, например, огромный участок гальванических покрытий, где практически нет людей. Но уровень автоматизации должен быть, разумным, оправданным технически и экономически. Так, на главном конвейере, куда в конце концов стекаются все изготовленные на заводе и полученные из других предприятий детали, узлы и т. д. и где осуществляется окончательная сборка автомобиля, работают в основном люди. Они устанавливают внутри кузова обивку, вставляют стекла и осветительные приборы, прикрепляют жгуты электропроводки, устанавливают двигатель и многое другое. Однако и здесь используются элементы автоматизации (агрегат для установки колес, роботы-партнеры, управляемые оператором-сборщиком, для перемещения тяжелых деталей и т. д.).
Прежде чем запустить модель нового легкового автомобиля в производство, его опытные образцы подвергаются так называемым доводочным испытаниям:
проверке соответствия параметров вновь разработанной конструкции и показателей эксплуатационных качеств автомобиля техническому заданию, проектной документации, стандартам;
контролю работоспособности автомобиля, его агрегатов, узлов и деталей в условиях, определяемых эксплуатационным назначением его;
проверке опытных вариантов конструкции и выбора оптимальных ее параметров; .
выявлению конструктивных и технологических недостатков и проверке эффективности мероприятий по их устранению;
оценке ремонтопригодности и.эксплуатационной технологичности, проверке удобства и трудоемкости технического обслуживания.
(Число одновременно или последовательно испытываемых образцов или серий автомобилей» не ограничивается.)
Кроме того, проводят приемочные, квалификационные, ресурсные, сравнительные испытания и т. д. После начала выпуска автомобиля проводят его испытания для оценки технического уровня и качества изготовления. Условия и Порядок проведения испытаний определяются их программой и методикой, которые разрабатываются исходя из целей и задач конкретных испытаний.
Испытываются автомобили на специальных полигонах. Современный полигон представляет собой комплекс испытательных дорог и сооружений, а также необходимых лабораторий и вспомогательных служб, предназначенных для проведения всех видов испытаний и экспериментов, которые требуются для определения конструктивных параметров автомобилей и показателей их эксплуатационных качеств, а также исследований по проблемам, возникающим в процессе работ по созданию новых и совершенствованию выпускающихся моделей автомобилей.
На автомобильных полигонах обеспечивается высокое качество испытаний, точность и сопоставимость результатов, максимально возможная безопасность испытаний, отсутствие помех со стороны транспорта и лиц, не имеющих отношения к проводимым на полигоне работам.
Уже много лет работают центральный автомобильный полигон в Дмитровском районе Московской области и полигоны крупнейших автозаводов.
На центральном полигоне имеются скоростная кольцевая дорога длиной 14 км, допускающая движение со скоростью 200 км/ч; булыжная кольцевая дорога длиной 8,3 км, имеющая две полосы движения; грунтовые дороги двух типов (равнинная и тяжелая) длиной 18,5 и 13 км; динамометрическая дорога длиной 5,4 км, прямолинейная в плане и горизонтальная по длине; трек со сменными неровностями; комплекс специальных дорог («короткая волна», «бельгийская мостовая», «выбитый булыжник» и т.д.); комплексы подъемов малой (до 6°) и большой (до 31°) крутизны; мелководный и глубоководный бассейны и т.д. (рис. 1.3).
Кроме лабораторно-дорожных пробеговых испытаний автомобилей, необходимы еще и стендовые испытания и лабораторные исследования. Поэтому на полигоне работают многочисленные лаборатории: стендовых испытаний двигателей, токсичности, топливной экономичности автомобилей, испытаний шин и колес, пассивной безопасности, аэродинамики и т. д. Обработкой результатов испытаний и исследований занимается вычислительный центр.
6.2. Из чего делают кузова автомобилей
Ни в одном другом элементе легкового автомобиля не использовано так много разнообразных материалов, как в кузове. Это конструкционные, отделочные, изолирующие и другие типы материалов.
Основные детали кузова изготовляют из стали, алюминиевых сплавов, пластмасс и стекла. Причем предпочтение отдается низкоуглеродистой листовой стали толщиной 0,6. 2,5 мм. Это вызвано ее высокой механической прочностью, недефицитностью, способностью к глубокой вытяжке (можно получать детали сложной формы), технологичностью соединения деталей сваркой и т. д. Недостатками этого материала являются очень высокая плотность (поэтому кузова получаются тяжелыми) и низкая коррозионная стойкость, требующая сложных и дорогостоящих мероприятий по защите.
Алюминиевые сплавы применяются в кузовостроении пока еще в ограниченном количестве. Поскольку прочность и жесткость этих сплавов ниже, чем у кузовной стали, поэтому толщину деталей приходится увеличивать и существенного снижения массы кузова получить не удается. Кроме того, шумоизолирующая способность алюминиевых деталей ниже, чем стальных, и требуются более сложные мероприятия для достижения необходимой акустической характеристики кузова. Учитывая высокую теплопроводность материала и образование на его поверхности окислов алюминия с высокой температурой плавления, для сварки алюминиевых деталей необходимо применять более мощное и дорогое оборудование.
И тем не менее известны примеры широкого использования алюминия в кузовах легковых автомобилей. Еще в 50-е гг. во Франции выпускался автомобиль «Панар-Дина» с кузовом из алюминиевого сплава, а позже автомобиль «Ситроен ZXS-19». имел алюминиевую крышу. Есть основания полагать, что по мере улучшения физико-механических свойств алюминиевых сплавов, решения технологических и других вопросов эти материалы займут достойное место в кузовостроении.
Около 80% пластмасс, применяемых в автомобилях, приходится на пять типов материалов: полиуретаны, поливинилхлориды, полипропилены, АБС-пластики, стеклопластики. Остальные 20% составляют полиэтилены, полиамиды, полиакрилаты, поликарбонаты и др.
Из стеклопластиков изготовляют наружные панели кузовов, что обеспечивает существенное уменьшение массы автомобиля. Так, кузов легкового автомобиля «Корвет» модели 1984 г. на 113 кг легче аналогичного стального.
Из полиуретановой пены делают подушки и спинки сидений, противоударные накладки и т. д. Сравнительно новым направлением является применение этого материала для изготовления крыльев, капотов, крышек багажника и т. д.
Поливинилхлориды применяют для изготовления многих фасонных деталей (щиты приборов, рукоятки и т. д.) и обивочных материалов (ткани, маты и т.д.). Из полипропилена делают корпуса фар, рулевые колеса, перегородки и многое другое. АБС-пластики используют для различных облицовочных деталей.
Количество стекла в кузовах автомобилей неуклонно увеличивается. Это объясняется стремлением улучшить обзорность, придать автомобилю более эстетичный вид. В основном применяют неорганические стекла. Прозрачность их зависит от качества обработки поверхности (неполированные или полированные), а механические характеристики — от термообработки (незакаленные или закаленные). После закалки стекло нельзя резать или сверлить. В случае удара оно дробится на мелкие кусочки с тупыми краями, поэтому такое стекло называют безопасным. Закаленное стекло имеет толщину 3. 6 мм.
Безопасные стекла можно получить склеиванием, например, двух листов неорганического тонкого стекла прозрачной пленкой из полиметилакрилата или полнацетата. Получается безосколочное прочное стекло, называемое триплексом. При сильном ударе такие стекла распадаются на осколки, удерживаемые на промежуточном слое толщиной 0,4. 0,8 мм. (Стекла с более толстым промежуточным слоем обладают высокой прочностью при изгибе и ударах.)
Органические (полимерные) стекла обладают высокой прозрачностью, легко окрашиваются, способны задерживать инфракрасные лучи — (препятствуют нагреву салона солнечными лучами). Однако они обладают и весьма существенным недостатком — легко царапаются. Изготавливают такие стекла из поликарбоната или метилметакрилата.
Большинство кузовов в силу множества причин изготовляют из листовой стали. Важнейшими из этих причин являются:
- высокая прочность;
- деформируемость (возможность вытяжки);
- свариваемость (а также пригодность для опайки);
- окрашиваемость;
- достаточный срок службы при надлежащей противокоррозионной обработке;
- удовлетворительная стоимость.
В общем случае применяются следующие листовые стали :
- тонколистовая, холоднокатаная спокойная сталь марки RRST 1405 по DIN 1623 (стандарт на качество), DIN 1541 (стандарт на размеры) с пределом прочности 270-350 МПа, относительным удлинением более 36%, с матовой, чистой поверхностью, толщиной 0,6-0.9 мм (поставляется с интервалом толщины 0,1 мм), используется для видовых (опрашиваемых) наружных панелей (крыша, капот, двери, боковины и т. д.);
- те же сорта стали, которые указаны выше, иногда тонколистовая кипящая сталь марки UST 1203 или UST 1303, т. е. худшего качества, с пределом прочности 270-410 МПа, относительным удлинением 28-32%, той же толщины, что указана выше, используется для невидовых (окрашиваемых), наружных панелей, а также деталей пола (внутренний каркас, усилители, панели пола, поперечины и т.д.);
- горячекатаная стальная лента по DIN 1624 (стандарт на качество), DIN 1606 (стандарт на размеры) марки ST 4 с пределом прочности 280-380 МПа, относительным удлинением более 38%, толщиной 1,5-2,5 мм и больше, используется для деталей, расположенных внизу кузова (усилители, опоры, фланцы и т. д.), особенно большой толщины.
Конструкция и технология изготовления деталей должны ориентироваться на максимальную ширину поставляемой листовой стали (в настоящее время 2000 мм). Для деталей, работающих в коppoзионно агрессивной сpeдe, следует применять оцинкованную листовую сталь, учитывая, что при изготовлении деталей такая сталь не допускает больших дeформaций (изгиб, небольшая вытяжка). В особых случаях можно применять алюминированную листовую сталь. Обе поверхности стальных листов можно подвергнуть специальной обработке.
Легкие металлы
До сегодняшнего дня продолжаются дискуссии о целесообразности применения легких металлов в кузовостроении , так как используя их, можно существенно уменьшить вес конструкции. Как ни интересны алюминиевые кузова специальных (гоночных и спортивных) автомобилей и автобусов, тем не менее вероятность применения алюминиевого листа для массового производства легковых автомобилей мала по следующим причинам:
- Стоимость алюминия (как материала) почти в 3 раза больше, чем стали. Затраты на изготовление листа вследствие лучшей пластичности алюминия несколько меньше, в то же время масса листа меньше только на 30%, так как алюминий обладает меньшей прочностью, и в связи с этим приходится применять лист большей толщины. Однако автомобили продают не по весу, а увеличение стоимости материалов слишком заметно, поскольку снижение стоимости других элементов вследствие уменьшения общего веса, например, тормозов, шин и т.д., ничтожно мало, а снижение расхода топлива не сказывается на продажной цене автомобиля. Следовательно, автомобили с большим количеством алюминиевых деталей становятся существенно дороже.
- Вследствие меньшей прочности алюминия большинство деталей кузова, особенно элементы каркаса, должны иметь увеличенную толщину. Из-за меньшего модуля упругости жесткость, обусловливаемая формой кузова, а также его срок службы относительно малы, поэтому поглощение энергии при ударе тоже мало. Все это нежелательно с точки зрения безопасности.
- Чистые алюминиевые сплавы обладают достаточной коррозионной стойкостью. Однако не все детали и соединительные элементы кузова могут изготовляться из легкого металла, по меньшей мере в местах соединения алюминиевых и стальных деталей существует повышенная опасность возникновения коррозии. Последнюю можно уменьшить путем применения анодированного стального листа, но в этом случае резко возрастают затраты.
- Возникают трудности со сваркой и пайкой, которые становятся осуществимыми только при определенных условиях (защита от окисления).
По перечисленным выше причинам применение легкого металла в кузовах легковых автомобилей ограничивается внутренними деталями, изготовляемыми из листа, отливок или деформируемых сплавов, а также молдингами, возможно, бамперами. Досадно, что стоимость алюминия на мировом рынке постоянно сильно колеблется. В конечном итоге масса алюминиевых деталей, включая детали шасси, в европейских легковых автомобилях составляет около 2,2% общей массы.
Между тем некоторые модели серийного производства оснащаются капотом из алюминия.
Пластмассы
В последнее время повышенный интерес вызывает возможность применения пластмасс в кузовостроении , хотя цельные пластмассовые кузова или даже пластмассовые несущие узлы — дело далекого будущего. Однако известно много предложений по данной теме. Фирма «Джи-эм» с 1953 г. изготовливала в довольно большом количестве автомобиль «Шевроле-корвет» с кузовом, штампуемым из полиэфирного материала, армированного стекловолокном. Кузов имел несущий каркас из стальных труб. Определенный интерес представляет пол многослойной конструкции, экспериментально изготовленный для открытого пластмассового кузова, армированного стекловолокном. В будущем в небольшом количестве можно будет изготовлять легкие открытые кузова из термопласта для специальных автомобилей.
Преимуществами пластмасс являются малый вес, высокая прочность и жесткость, хорошие шумопоглощающие свойства, обусловливаемые высоким внутренним демпфированием, легкая сборка узлов, достигаемая благодаря возможности изготовления крупных деталей, высокая коррозионная стойкость.
Этим несомненным преимуществам пластмасс противостоят существенные недостатки, в частности, высокая стоимость материалов и их изготовления, большая длительность технологического цикла, затрудненные монтаж и ремонт, малое поглощение энергии.
Вследствие обладания этими недостатками пластмассы не подходят для кузовов массового выпуска. Тем не менее высокая технологичность пластмасс, возможность изготовления деталей методом литья или с помощью вакуумной вытяжки позволяют широко использовать пластмассы как для мелких, так и для больших штампованных деталей. При выборе пластмассы в основном руководствуются механическими и термическими свойствами материалов. В кузовостроении применяются следующие важнейшие виды пластмасс:
- Термореактивные пластмассы (так называемые реактопласты) по стандартам DIN 7708, DIN 16911, DIN 16912 используются для сильно нагруженных деталей (рычаги, ручки); если пластмасса армирована стекловолокном, то ее используют и для больших деталей специальных (спортивных) автомобилей под названием стеклопластик, например, для капотов, крышек багажников, декоративных решеток, крыльев, боковин и т. д.
- Различные термопласты (ниже приведены только некоторые из возможных материалов, которые предлагаются под различными фирменными наименованиями). Например, акрилонитрил-бутадиенстирол используется для деталей, получаемых вакуумной вытяжкой, таких как облицовки радиатора, панели приборов; акрило-стекло — для прозрачных деталей, окон, рассеивателей, фонарей; полиамид — для быстроизнашивающихся деталей таких, как подвижные элементы замков, корпуса воздуховодов и др.; поливинилхлорид — для эластичных и мягких деталей, искусственной кожи, пленочных покрытий, шлангов, уплотнителей, изоляции; полиуретан- для высокопрочных деталей; пенистый полиуретан — для накладок, изоляционных материалов; полиуретан с твердой поверхностной зоной — для ручек, подлокотников, облицовок, панели приборов, деформируемой облицовки передней части и др.
- Эластомеры (этилен-пропилеп-резина) с монолитной оболочкой используются, например, для уплотнителей, устойчивых к погодным условиям и старению (двери, окна).
Этот перечень можно рассматривать только как ориентировочный. Промышленность, выпускающая полимеры, в состоянии предложить или разработать материалы, пригодные для определенных условий применения. Пластмассы имеют следующие преимущества:
- малые затраты на изготовление деталей и малый вес;
- удовлетворительная стабильность заданных размеров;
- простая технология обработки и соединения (склеивание);
- возможность получения поверхности различного цвета и тиснения (возможна блестящая и матовая металлизация);
- высокая устойчивость к погодным условиям и коррозии.
Вследствие широких возможностей для применения пластмасс не вызывает удивления тот факт, что доля пластмассовых деталей (по весу) в кузове постоянно увеличивается и в настоящее время у европейских автомобилей составляет примерно 7,8% общего веса. Пластмассы открывают большие возможности для уменьшения веса кузова.
>Массовое производство автомобилей превратило автомобиль из диковинного средства передвижения и роскоши в необходимый атрибут повседневной жизни, без которого уже невозможно представить современный мир. Сидя за рулем автомобиля, многие нечасто задумываются насколько это разноплановый и сложный процесс – изготовление автомобиля.
Массовый автомобиль – черта современного мира
На автозаводе производят детали, узлы, комплектующие, которые поступают в роботизированные цеха осуществляющие сборку автомобилей, тестируют их, проверяют все параметры. Автоматизация всех операций, компьютерный контроль обеспечивают синхронизацию всего производственного процесса, позволяют массово выпускать даже самые сложные современные автомобили.Процесс изготовления автомобиля на автозаводе начинается с деталей кузова. Каждая из них представляет достаточно сложное изделие, требующее отдельной сборки, уже потом становящееся основой таких «подсборок», как боковины, основание кузова, и т.п. В целом, в составе кузова — около пяти сотен элементов. Их соединяют между собой, как правило, точечной электросваркой, которую выполняют на автоматизированных сварочных линиях протяженность до двухсот метров.

Роботы – основа массового производства
В сборке кузова участвуют более сотни роботов, действия которых определяются программой заложенной в их электронной памяти. Многие из «железных работников» — универсальны: изменив их программу, можно им назначить работу с другими деталями.Обычно автомобильные заводы имеют цеха с целым комплексом механической обработки, в которых изготавливаются детали рулевого управления, валы, шестерни и т.п. Огромные площади занимают десятки автоматических линий, в процессе изготовления детали передвигаются от одного металлообрабатывающего станка к другому. Этим занимаются также роботы, которые, сняв деталь с конвейера, устанавливают ее в очередной станок, или в моечный агрегат, или в контрольное устройство, а затем возвращают снова на конвейер.
Специальные робокары собирают детали прошедшие термообработку из различных цехов на единый конвейер для осуществления финальной сборки автомобиля. Установкой и настройкой электронного оборудования, общим контролем производства занимаются уже квалифицированные рабочие завода. После того, как автомобили собраны, они поступают на стенды, где тестируются и проверяются на специализированном треке.
Типы, конструктивные элементы автомобильного кузова и названия деталей
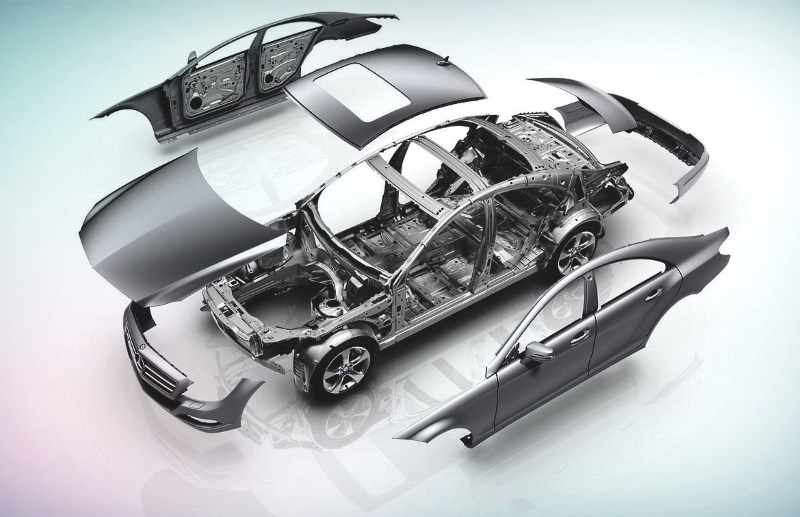
Любой легковой автомобиль построен на базе кузова, и это самая большая деталь автомобиля, которая выполняет много функций. Особая конструкция кузова позволяет автомобилю выдерживать нагрузки при движении и поглощать энергию удара в случае аварии. Также эта часть машины служит основанием, на котором крепятся все функциональные детали и узлы. Производители легковых машин выпускают самые различные варианты кузовов, что делает каждую модель уникальной по внешним признакам. Однако те же производители придерживаются основных параметров при изготовлении, которые характеризуют тип кузова и вариант его исполнения.
Основные типы
Прежде чем разобрать, из чего состоит кузов легкового автомобиля, нужно выделить основные типы его исполнения. Легковые машины серийного производства выпускаются в таких основных типах:
- седан;
- хетчбэк;
- универсал.
Есть и другие типы, но эти три являются основными и наиболее распространенными.
Кузов типа седан являются самыми популярным. Серийный седан имеет четыре двери для пассажиров, моторный отсек и багажный. Такой тип кузова является наиболее оптимальным для перевозки пассажиров и небольшого багажа.
Хетчбэк представляет собой машину с двумя дверями для пассажиров, моторный отсек и багажное отделение, не разделенное с салоном. Такой тип имеет ограничения по перевозимому грузу, а также не очень удобен для перевозки пассажиров. Однако такое исполнение имеет свои преимущества. Автомобили в таком типе кузова имеют более низкий вес и размеры, что положительно сказывается на его экономичности относительно расхода топлива.

Легковые машины в кузове универсал рассчитаны на усиленные нагрузки. Багажное отделение таких машин отличается увеличенным объемом, что не мешает оставаться салону в полноценном размере. Устройство универсала дает возможность еще больше расширить багажное отделение за счет складывания задних пассажирских сидений.
Материал и технология изготовления
Кузов современного легкового автомобиля изготавливается из высокопрочной стали, которая проходит несколько этапов обработки. Небольшая толщина используемого металла позволяет намного уменьшить общий вес машины, что положительно сказывается на его динамике и экономичности. Несмотря на маленькую толщину стали, конструкция кузова рассчитана таким образом, что он является одновременно и легким, и прочным.
На большинстве современных авто кузовные детали скрепляются между собой точечной сваркой. Это позволяет обеспечить надежность соединения элементов и уменьшить количество кромок и острых углов, которые наиболее уязвимы по отношению к коррозии. В перспективе автомобильная промышленность будет применять лазерное сваривание деталей. Такой подход сводит к минимуму наличие выпуклостей и впадин на швах, а конструкция кузова станет более простой и надежной.

Общее устройство кузова
Чтобы разобраться, из чего состоит кузов легкового автомобиля, следует рассмотреть основные детали, которые входят в его устройство. Для более простого понимания, устройство кузова автомобиля можно условно разделить на три отсека. Из чего же состоит кузов? Общая схема расположения частей следующая:
- моторная зона – предназначена для расположения силового агрегата и дополнительно выполняет функцию пассивной безопасности автомобиля;
- пассажирская часть – нужна для размещения пассажиров и органов управления автомобилем;
- багажный отсек – используется для багажа;
Рассмотрим, из чего состоит каждый из этих элементов более подробно.
Моторная часть состоит из следующих основных деталей:
- передние верхняя и нижняя поперечины;
- фронтальные лонжероны;
- нижняя поперечина для расположения двигателя.
Схема моторного отсека устроена таким образом, что при столкновениях энергию удара принимают на себя лонжероны и передняя балка. Деформируясь, они уменьшают нагрузку на пассажирский отсек. Такая конструкция повышает шансы водителя и пассажиров уберечься от травм в ДТП.
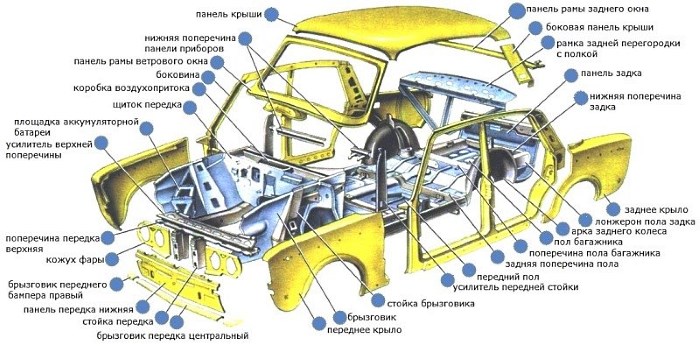
Схема расположения деталей пассажирского отсека легкового авто следующая:
- нижняя передняя балка под лобовым окном;
- передняя и задняя поперечины крыши;
- боковой лонжерон крыши;
- передние, боковые и задние стойки;
- пороги;
- днище;
- усиливающие конструкции днища.
В других источниках названия деталей кузова могут незначительно отличаться, однако сути дела это не меняет. Приведенная схема позволяет в общих чертах разобраться, из чего состоит кузов и каково его устройство.
Все части пассажирского отсека легкового авто имеют необходимую жесткость, которая обеспечивает надежное крепление облицовочных и функциональных деталей. Помимо этого устройство пассажирской части делается таким образом, чтобы обеспечить максимальную пассивную защиту в случае боковых столкновений.
Багажный отсек легкового авто состоит из задней панели и крыльев. Схема этого отделения разработана таким образом, что его устройство позволяет выдерживать нагрузки от полезного багажа, а также обеспечить пассивную безопасность в случае ударов в заднюю часть автомобиля.
Устройство кузова легковых машин зависит от модели, производителя и других деталей. Однако в большинстве серийно выпускаемых машин схема расположения кузовных деталей примерно одинакова. Резкое отличие имеют только спортивные автомобили и прототипы концептуально новых моделей, произведенных в количестве нескольких единиц. Кузов таких машин может иметь иную конструкцию.
Источник https://toolsenergo.ru/of-what-and-how-do-cars-what-makes-car-bodies.html
Источник Источник Источник https://autokuz.ru/kuzovnoy-remont/konstrukciya-kuzova-avtomobilya.html





