Технология сварки автомобиля
Как правильно хромировать
Хромирование имеет широкое распространение и применяется для восстановления деталей и повышает их износостойкость, также служит для декоративных и противокоррозионных целей.
Основные преимущества электролитического хрома:
— электролитический хром — своеобразный металл серебристо-белого цвета обладающий высокой микро твердостью в 400—1200 МН/м 2 , (что почти в два раза выше, чем при закалке токами высокой частоты), близкой к микро твердости корунда;
— обладает высокой износостойкостью, особенно в абразивной среде (в 2—3 раза по сравнению с закаленной сталью);
— обладает высокой устойчивостью в отношении химических и температурных воздействий, и все это дополняет красивый внешний вид;
— имеет низкий коэффициент трения (на 50% ниже чугуна и стали);
— очень высокая прочность сцепления покрытия с поверхностью детали.
Недостатки хромирования и хромового покрытия:
— низкий выход металла по току (8—42%);
— небольшая скорость отложения осадков (0,03 мм/ч);
— высокая агрессивность электролита;
— большое количество ядовитых выделений, образующихся при электролизе;
— толщина отложения покрытия практически не превышает 0,3 мм;
— гладкий хром плохо удерживает смазочное масло.
Электролитические осаждения хрома отличаются от других гальванических процессов как по составу электролита, так и по условиям протекания процесса. Эти особенности состоят в следующем: в качестве электролита используют хромовую кислоту (водный раствор хромового ангидрида СЮ3) с небольшими добавками серной кислоты (H2S04), а не растворы их солей, как при осаждении других металлов. Концентрация хромового ангидрида в электролите может колебаться в широких пределах — от 100 до 400 г/л, а серной кислоты — от 1 до 4 г/л (причем соотношение CrO3:H2S04 должно находиться в пределах 90-120). В этом случае выход по току хрома наибольший и процесс идет устойчиво.
Количество трехвалентного хрома в ванне должно быть 3-4% содержания хромового ангидрида; электролиз в хромовокислых электролитах ведется с нерастворимыми свинцово-сурьмистыми анодами.
Применение растворимых хромовых анодов невозможно ввиду того, что:
— анодный выход по току хрома в 6-8 раз выше катодного;
— процесс осаждения хрома проводится при высокой катодной плотности тока (DK = 20-30 А).
При повышении катодной плотности тока увеличиваются твердость осадка и хрупкость слоя, а при пониженных значениях тока осадки получаются пластичными;
— обратная зависимость выхода по току от температуры электролита и его концентрации. С повышением концентрации электролита выход по току резко понижается, тогда как в большинстве других гальванических процессов выход по току повышается;
— хромовые ванны имеют плохую растворяющую способность, т. е. толщина осадков оказывается неравномерной в зависимости от положения анода по отношению к детали (катоду). На ближайших к аноду участках получается большая толщина слоя, а на удаленных — меньшая;
— возникновение значительных растягивающих напряжений в электролитически осажденном слое. Напряжение тем больше, чем толще покрытие. При определенной толщине растягивающие напряжения достигают таких значе-ний, которые приводят к отслоению покрытия. В хромовых покрытиях в связи с этим снижается усталостная прочность на 20-30%.
Указанные недостатки хромовых покрытий накладывают ограничение на максимально допустимую толщину слоя, которая не должна превышать 0,30 мм.
В зависимости от вида хрома выбирают состав электролита и определяют режим нанесения покрытия (табл. 21). Время, необходимое для получения заданной толщины покрытия, рассчитывают по формуле Гдаж=1000гк/(бзВ). В ремонтной практике наибольшее распространение получил универсальный электролит.
При хромировании получают блестящие, молочные или серые покрытия. Блестящий хром характеризуется высокой микро твердостью (600-900 МН/м 2 ), мелкой сеткой трещин, видимой под микроскопом. Осадки хрупкие, но с высокой износостойкостью. Молочный хром характеризуется пониженной микро твердостью (400—600 МН/м 2 ), пластичностью и высокой коррозионной стойкостью. Серый хром отличается весьма высокой микро твердостью (900— 1200 МН/м 2 ) и повышенной хрупкостью, что снижает его износостойкость.
В зависимости от того, в каких условиях работает восстановленная деталь, стремятся получить тот или иной вид осадка. Например, для деталей неподвижных соединений могут применяться как блестящие, так и молочные осадки. В подвижных соединениях, работающих при давлениях до 0,5 МПа, рекомендуются блестящие осадки; в деталях, работающих при давлениях свыше 5 МПа и знакопеременной нагрузке, — молочные осадки.
Саморегулирующий электролит. Его применяют для более устойчивой работы ванн хромирования. Это достигается путем введения в ванну труднорастворимого сульфата стронция. Наиболее широкое распространение получил электролит следующего состава (г/л):
— хромовый ангидрид СгОз — 200-300,
Рисунок 1. Распределение зон хромовых покрытий.
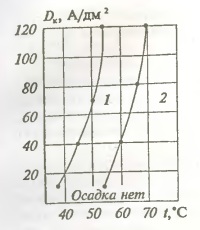
1- Блестящий хром;
2- Молочный хром.
Плотность тока DK = 40-80 А/дм 2 , температура 55-65. Выход по току в этом электролите равен з = 17-19%.
Положительные свойства электролита:
— возможность применения более высоких плотностей;
— скорость осаждения выше, чем в сернокислых электролитах;
— хорошая рассеивающая способность;
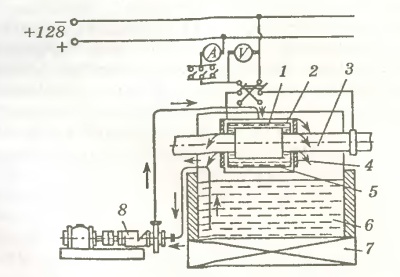
Рисунок 2. Схема установки для струйного хромирования:
1- анод; 2 — устройство для поддержания уровня электролита; 3 — наращиваемый вал; 4 — раздвижная кассета; 5 — ванна; 6 — электролит; 7 — подогреватель; 8 — насос.
— меньшая чувствительность к изменению температуры и к загрязнению электролита железом, медью и другими металлами.
Отрицательные свойства:
— агрессивность и ядовитость электролита;
— детали подвесных приспособлений, аноды и детали ванн разрушаются больше, чем в сернокислом электролите.
Холодные электролиты в ремонтном производстве применяют двух типов:
— электролит с добавкой фтористых солей,
Наибольшее распространение для восстановления изношенных деталей получил тетрахроматный электролит следующего состава (г/л):
— сахар — 1-2. Режим электролиза:
— катодная плотность тока Dk = 50-100 А/дм 2 ,
— температура раствора — 17-23 С.
Этот электролит позволяет получать качественные осадки с большой производительностью (выход по току 30-33%), имеет меньшие внутренние напряжения. Покрытия получаются более мягкие, беспористые (без трещин), серого оттенка, легко полируемые до зеркального блеска. Применяют для получения защитно-декоративных покрытий. Особенность тетрахроматных электролитов — малая агрессивность к углеродистым сталям. Поэтому вполне допустимо изготовление ванн для хромирования из малоуглеродистой листовой стали без дополнительной футеровки.
Саморегулирующийся холодный электролит — наиболее перспективный электролит. Его состав (г/л):
— хромовый ангидрид — 380-420,
— кальций углекислый — 60—75,
— кобальт сернокислый — 18-20. Режим электролиза:
— катодная плотность Dk = 100—300 А/дм 2 ,
— температура электролита — 18-25°С. Преимущества электролита — высокий выход по току (35-40%).
Недостаток — требуются мощные холодильные агрегаты для достижения 18-25 °С при высокой плотности тока (до 200 А/дм 2 ).
Специальные процессы правильного хромирования. Как правильно хромировать?
Пористое хромирование. Применяют для повышения износостойкости деталей, работающих при больших давлениях и температурах и недостаточной смазке. Пористый хром представляет собой покрытие, на поверхности которого специально создается большое количество пор или сетка трещин, достаточно широких для проникновения в них масла. Его можно получить механическим, химическим и электрохимическим способами. Наиболее широко применяют электрохимический способ, который заключается в том, что хром осаждается при режиме блестящего хромирования, обусловливающем появление в покрытии сетки микротрещин. Для их расширения и углубления покрытие подвергают анодной обработке в электролите того же состава, что и при хромировании. В зависимости от режима хромирования и анодного травления можно выполнить пористость двух типов: канальчатую и точечную. Для получения пористых покрытий деталь хромируют в универсальном электролите при плотности тока 40— 50 А/дм 2 , а затем переключают полярность ванны и проводят анодное травление при той же плотности тока. Канальчатую пористость получают при температуре электролита 58—62 °С и продолжительности травления 6-9 мин, а точечную — при 50-52 °С и 10-12 мин. Пористые покрытия используют при размерном хромировании, например поршневых колец. Их толщина составляет 0,1—0,15 мм. Пористое хромирование колец увеличивает их износостойкость в 2-3 раза, а износостойкость гильзы — в 1,5 раза. Детали, покрытые пористым хромом, обычно подвергают термообработке в масле при температуре 150-200 С С в течение 1,5-2 ч для устранения водородной хрупкости и насыщения пор маслом.
Струйное хромирование. Его проводят в саморегулирующемся электролите при температуре 50-60 °С в широком диапазоне плотности тока, достигающей 200 А/дм 2 . Скорость протекания электролита 40-60 см/с, катодно-анодное расстояние — 15 мм. При этом получают блестящие покрытия. Выход по току достигает 22%, что вместе с высокой плотностью тока ускоряет процесс осаждения хрома: при t = 50 °С и Dk = 100 А/дм’ 2 скорость осаждения составляет 0,1 мм/ч. При струйном хромировании в тетрахроматном электролите высококачественные покрытия осаждаются при D = 150— 160 А/дм 2 со скоростью 0,25 мм/ч. В универсальном электролите хромируют: при температуре — 50 °С, плотности тока — 70-90 А/дм 2 , скорости протекания электролита — 100-120 см/с, катод но-анодном расстоянии 15 мм. Скорость осаждения хрома составляет 0,08—0,10 мм/ч. Схема установки для струйного хромирования показана на рис. 2.
Проточное хромирование. Оно обеспечивает блестящие покрытия повышенной твердости и износостойкости и улучшенной равномерности покрытия в универсальном электролите с повышенным содержанием серной кислоты (3-7 г/л) при температуре — 55—65 °С, плотности тока — 100— 150 А/дм 2 , скорости протекания электролита — 100-120 см/с и межэлектродном расстоянии — 15-30 мм. Выход по току составляет 20-21%. Способ эффективен для хромирования цилиндров и коленчатых валов двигателей.
Как провести хромирование в домашних условиях? 3 технологии покрытия деталей хромом
Автомобиль и мотоцикл уже давно перестали быть просто средством передвижения. Автоконцерны находятся в погоне за красотой, стараясь обогнать конкурентов, и это неспроста.
Эстетика внешнего вида машины стала ровней техническим характеристикам, поэтому в ход идут самые уникальные элементы дизайна. Хромирование — один из популярных видов преображения различных автомобильных деталей, причём сейчас такое изменение делают практически в каждой СТО.
Единственная проблема — это высокая цена, поэтому часто возникает вопрос о том, как сделать хромирование своими руками.

Особенности хромирования

Хоть хромирование и способно в один момент изменить внешний облик мотоцикла или автомобиля, эта процедура довольно сложная и опасная. Связано это с использованием специальной гальванической ванны и серьёзных реактивов, которые могут нанести вред здоровью, если не следовать инструкциям. Все химические и физические превращения должны происходить под чётким контролем мастера, даже если процедуру проводят в домашних условиях. Поэтому важно перед началом ознакомиться со всей теоретической базой. С тех пор как хромировать металл в домашних условиях стало трендом, появилась масса самых различных методов.
Нанесение хрома — это физико-химический процесс, который протекает после того, как деталь обрабатывают в гальванической ванне. На изделие накладывается тонкий слой металлического хрома, который практически мгновенно застывает.
В итоге легко получить кузовную деталь с блестящей поверхностью и стойкостью к внешним повреждениям.
Хромирование значительно повышает физические, химические и декоративные характеристики, поэтому его часто используют на нижних частях транспортного средства, которые подвергаются воздействию внешней среды.
Подготовка к процедуре

Процесс окрашивания занимает много времени, требует точности выполнения всех этапов и подготовки оборудования для хромирования деталей. Кроме того, потребуются специальные инструменты, но если хочется сэкономить деньги и сделать всю работу самостоятельно, тогда эти «мелкие» нюансы не помешают.
Первый этап — это поиск подходящего помещения, в котором будет происходить процесс нанесения хрома на детали. Подбирать его необходимо тщательно, учитывая все необходимые параметры.
Помещение должно быть хорошо освещено, обогреваться или иметь постоянную комнатную температуру. Важно учитывать, чтобы присутствовала вентиляция и была полная воздушная изоляция со стороны улицы.
Это необходимо для того, чтобы обезопасить детали от попадания мусора на окрашенную поверхность.
Второй этап подготовки к окрашиванию включает подготовку личных средств защиты. Нельзя использовать вещи или ткани для защиты своего тела. Обязательно должны быть такие детали защиты, как:
- респиратор;
- защитные очки;
- перчатки;
- фартук.
- Использование защитных средств позволит долгое время не отрываться от процесса работы и сохранить своё здоровье.
- Третий этап требует предусмотреть заранее утилизацию всех отходов, которые будут получены в технологическом процессе окрашивания автомобильных деталей.
Подготовка установки для окрашивания
Хромирование пластика в домашних условиях подразумевает использование специальной гальванической ванны, в которой протекают химические и физические реакции. Это устройство состоит из нескольких частей, поэтому не составит труда собрать его своими руками.
Гальваническая ванна состоит из следующих элементов:

Контейнер подбирается с учётом объёма ёмкости для выполнения хромировки.
Дополнительно понадобится продумать систему аналогичную обычному крану. Такое устройство необходимо, чтобы аккуратно и равномерно опускать деталь в гальваническую ванну. Только так получится добиться нанесения ровного слоя хрома без дефектов.
Подбор источника питания
Детали покрывают слоем хрома при использовании постоянного тока. В специализированных сервисах для этого установлены специальные источники питания с постоянным током. Самодельная сборка устройства для хромирования должна соответствовать аналогичным параметрам. Основные требования включают:

Источник питания, который используется в процессе хромирования, должен быть оснащён системой регулировки выходного напряжения. Самый простой вариант создания регулятора — это использование обычного реостата.
Только благодаря правильному подбору источника питания получится провести процесс электролита и нанести слой хрома на изделие.
Правила приготовления электролита
Если есть твёрдая уверенность и желание провести процесс химического хромирования в домашних условиях, а не обратится за помощью к специалистам, значит, потребуется подготовить, кроме гальванической ванны, ещё и электролитический раствор. Для создания этого раствора потребуется найти следующие компоненты:
- серная кислота — 2,5 г/л;
- хромовый ангидрид — 250 г/л.
Оба вещества довольно опасные, поэтому все работы проводят в специальном защитном костюме. Сам процесс приготовления электролитического раствора делят на несколько этапов:

Первым делом гальваническая ванна наполняется наполовину водой. Рекомендуется использовать дистиллированную воду. Если используется обычная вода, то она предварительно доводится до кипения и настаивается в течение суток. Таким образом весь известковый осадок и мусор оседают на дно ёмкости, и вода становится подходящей для приготовления раствора.
Подготовка обрабатываемой детали
Качество и долговечность нанесённого слоя хрома зависит от подготовки окрашиваемой детали. Хромированная поверхность должна идеально удовлетворять все требуемые параметры очистки. Этим можно заняться пока готовый раствор отстаивается после «проработки» электрическим током.
Очистка и обезжиривание

Металлическая деталь должна быть полностью очищена от любого мусора, лакокрасочного покрытия, грунтовки, ржавчины и т. д. Отнестись к этому этапу подготовки следует с особым вниманием, ведь от этого зависит качество хромирования. Даже если деталь подвергалась частой покраске, справиться с этим поможет наждачная бумага или специальная шлифовальная машина. При использовании абразивных насадок или жёстких дисков аналогичных наждачной бумаге очистить поверхность металлического изделия не составит труда. Шлифовальная машина поможет даже сгладить все царапины и сколы, сделав поверхность идеально ровной.
После того как поверхность полностью очищена от грязи и краски, следует перейти к обезжириванию. От качества этой процедуры также зависит качество нанесения слоя хрома.
Обезжиривание — это приготовление специального раствора, который включает следующий компоненты:
- гидроокись натрия — 150 г/л;
- кальцинированная сода — 50 г/л;
- силикатный клей — 5 г/л.
После замешивания раствора для обезжиривания деталей он нагревается до температуры 80−90 градусов по Цельсию. Изделия в нём выдерживаются в течение 20 минут, но если поверхность отличается сложным рельефом или сильно загрязнена, то время увеличивается до 1 часа.
Процесс хромирования

После того как гальваническая ванна была подготовлена, химический раствор отстаивается, а детали уже ждут своего часа, остаётся только разобраться с тем, как захромировать деталь в домашних условиях. Первым делом необходимо достать химический раствор из прохладного помещения и подогреть его до 53−55 градусов по Цельсию. Эту температуру необходимо поддерживать на протяжении всего процесса окрашивания. Анод помещается в раствор, и только после этого изделие опускается на кронштейне в электролит. Дальше необходимо дождаться момента, когда температура детали и раствора будет одинаковой, и подать на анод электрическое напряжение.
После процедуры хромирования изделие достают из раствора и помещают на 2,5 часа в специальную печь для термической обработки. В основном дополнительную обработку нужно делать для высыхания и схватывания хрома с поверхностью алюминия, хотя многие утверждают, что термическая обработка значительно повышает твёрдость покрытия и делает её более стойкой.
Декоративное хромирование — это сложный процесс, который требует досконального изучения всего теоретического материала и просмотра видеоурока на эту тему. В первый раз лучше всего работу выполнять на опытном образце, чтобы отточить весь процесс на практике, и только потом переходить к окрашиванию требуемых деталей.

Набор необходимых советов и правил помогает избежать массы проблем, которые связаны с дефектами наложения слоя хрома. Например, если блеск хрома слабый или отсутствует, то это свидетельствует о малом количестве хромового ангидрида или серной кислоты в растворе. Ещё одна распространённая проблема — это отслаивание хромого слоя. Такая проблема возникает при нестабильном напряжении или падении температуры во время обработки изделия.
Хромирование — это красивый способ преобразить своё транспортное средство и сделать его на дороге действительно уникальным и привлекательным. В самом процессе нет ничего сложного, если следовать всем правилам приготовления химического раствора. Главное — это не забывать о технике безопасности и использовании защитного костюма.
Хромирование деталей: технология химического и гальванического хромирования металла

Хромирование — это ряд процессов диффузионного насыщения поверхностей металлических заготовок с помощью хрома, в результате чего они обретают зеркальную поверхность. В официальной литературе такую технологию также называют «металлизацией». Однако последнее название, скорее всего, обобщает все способы изменения характеристик поверхности металлических и неметаллических предметов с помощью тонкого металлического слоя.
Освоив технологию хромирования, вы сможете проводить ряд уникальных работ в домашних условиях. Это позволит вам поменять внешний облик мотоцикла или автомобиля, а также изготовить множество стильных и современных вещей, например: ручки для шкафов или дверей, подставки, крепежные элементы, карнизы, кашпо и другие декоративные изделия, которые превратят ваш интерьер в нечто невероятное.
Краткое описание процесса

И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
В настоящее время практикуется несколько способов металлизации заготовок. Среди них:
- Оцинкование;
- Покрытие хромом;
- Покрытие алюминием.
Использование цинка положительно сказывается на антикоррозийных свойствах стальных и металлических заготовок, в результате чего их эксплуатационный срок стремительно растёт.
Алюминий также улучшает антикоррозийные свойства, поэтому его наносят на оборудование, которое вынуждено работать в температурном режиме до 900 градусов Цельсия. В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
Что касается покрытия хромом, то такая методика является хорошим способом создания красивых декоративных покрытий, позволяющая скрыть все производственные дефекты и придать изделию более изящный вид. К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:

Улучшает антикоррозийные свойства;
Особенности технологии
Нанесение хрома на металлические заготовки принято называть химическим хромированием. Технологию применяют для улучшения декоративных и функциональных свойств металлических изделий. Сам процесс может выполняться посредством следующих методик:
- Гальванический метод.
- Химический.
- Посредством напыления.
Если говорить о нанесении хрома на поверхность заготовки с помощью первого метода, то это можно делать двумя путями: диффузным и электролитическим. Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.
Электролитическое хромирование построено на принципе электролиза металлов. В процессе обработки электрический ток подаётся через электролит, представленный в виде специального раствора из солей хрома, кислоты или щелочи. По мере прохождения тока выделяются катионы хрома. В итоге они остаются на обрабатываемой поверхности.
Средние параметры хромирования гальваническим методом выглядят следующим образом:

Хромовый ангидрид 250 г/л.
Чтобы выполнить качественную гальванику, нужно правильно подобрать температуру электролита и плотность тока. Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Не забывайте, что любое увеличение температуры снижает выход хрома по току, а увеличение плотности действует противоположным образом.
При низкой температуре и постоянной плотности тока получаемое покрытие становится серым. Если плотность тока не меняется, а температуры остаются высокими, это позволяет получить молочный оттенок.

Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Химическое хромирование
При выполнении химической обработки применяется ряд следующих реагентов:
- Хлористый хром;
- Гипофосфат натрия;
- Лимоннокислый натрий;
- Уксусная ледяная кислота;
- Двадцатипроцентный раствор едкого натра;
- Вода H2О.
При проведении реакции выдерживается температурный показатель 80 градусов Цельсия. Перед тем как нанести хромовое покрытие на стальную заготовку, они предварительно покрываются слоем меди. В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
Кроме этого, в современном мире широко распространен ещё один тип химической металлизации — вакуумное хромирование или PVD-процесс. Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки.
Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин.
Подобная методика используется при хромировании алюминиевых изделий.

Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
При одновременном напылении серебра и восстановителя металлическая заготовка обретает красивое белоснежное зеркальное покрытие.
Для таких изделий характерна отличная отражательная способность. На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.
Обработка посредством «серебряного зеркала» состоит из нескольких процессов:

Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.
Подготовка к хромированию металла
Подготовительный этап заключается в выполнении нескольких обязательных действий:

Подготовка поверхности заготовки посредством шлифовки и полировки.
- Роль шестивалентного хрома выполняет хромовый ангидрид, трёхвалентного — сульфат или хлорид хрома.
- Гальваническую ванну покрывают серной кислотой, а после помещения обрабатываемой заготовки в раствор поддают ток с определенными показателями плотности.
- Также необходимо соблюдать подходящий температурный режим раствора в ванной, который устанавливается с учётом особенностей хромирования.
При использовании терморежима необходимо придерживаться одних и тех же температурных показателей на протяжении всего мероприятия.
Любые отклонения от установленного стандарта могут привести к ухудшению адгезионных свойств покрытия, в результате чего гальваника потеряет правильную структуру, а на поверхностном слое появятся различные дефекты, такие как разводы, наросты и сталактиты.
Продолжительность гальванической обработки определяется требуемой толщиной хромированного слоя.
В процессе обработки из раствора выделяется ряд вредных паров, поэтому все мероприятия нужно проводить с учетом всех тонкостей техники безопасности и с использованиием средств персональной защиты.
В отдельных условиях металлизацию проводят лишь после травления или нанесения на заготовку другого металла, например, меди или никеля. Таким образом осуществляется укрепление полученного слоя.
Чтобы заделать образованные поры хрома, деталь дополнительно покрывают маслом или лаком. Образовавшуюся хромовую пленку дополнительно защищают термической обработкой, в процессе чего заготовку выдерживают под воздействием высоких температур (около двухсот градусов Цельсия) на протяжении некоторого времени.
Подвиды хромирования

Хромированный металл декорируется и с помощью других металлов, включая медь или никель. В таком случае эксплуатационные показатели, а именно срок службы и сохранность блеска хрома существенно улучшаются. Также материал обретает отличные антикоррозийные свойства, поэтому он не поддаётся вредным воздействиям.
Твердое хромирование незаменимо в тех случаях, если речь идёт о желании улучшить износостойкость и твердость, уменьшив показатели трения на обрабатываемой заготовке.
В таком случае использовать другой металл не нужно. Выдержка в ванной отличается большой продолжительностью, что необходимо для получения определенной толщины слоя.
На отмену от декоративной металлизации, твердая подразумевает дополнительное использование специальных лаков или масел.
Теперь вы знаете, в чём заключаются все особенности металлизации деталей с помощью хрома. При соблюдении последовательности действий, можно успешно провести такое мероприятие в домашних условиях.
Хромирование деталей (химическая металлизация) в домашних условиях
Освоив методику хромирования своими руками в домашних условиях можно не только придать эффектный вид мотоциклу или автомобилю. Но и сделать стильные современные вещи – ручки для шкафов или дверей, подставки, крепежные элементы карнизов, бра, кашпо, которые своим благородным блеском украсят интерьер.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.

Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.

В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.

Схема электролитической ванны: 1 — внутренний корпус; 2 — внешний корпус; 3 — стеклоткань для теплоизоляции; 4 — слой теплоизоляции; 5 — ТЭН; 6 — градусник; 7 — банка трехлитровая; 8 — крышка.

Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.

При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Как готовить электролит
Для обработки наружных поверхностей деталей рассчитывают количество компонентов, входящих в электролит, ориентируясь на следующие соотношения (в граммах на литр воды):
- CrO3 (хромовый ангидрид) – 250;
- H2SO4 (серная кислота с удельной плотностью 1,84 г/см3) – 2,5.
Стеклянную емкость до половины (можно немного больше) наполняют дистиллированной или предварительно прокипяченной и отстоявшейся водой с температурой 60°С.

Засыпают CrO3 в нужном по расчетам количестве. Размешивают жидкость до полного растворения хромового ангидрида. Если необходимо, то еще доливают воду, а затем осторожно добавляют серную кислоту.
Теперь нужно около 3,5 часов выдержать электролит под током, сила которого примерно равна 6,5 А на каждый литр раствора.
Если источник электропитания уже имеется в наличии, то исходя из его возможностей ведется расчет объема приготавливаемого электролита.
При правильно проведенных расчетах цвет электролита становится темно-коричневым. Отключив ток, оставляют раствор на сутки в прохладном месте.
Если обрабатываемые детали не будут подвергаться внешним воздействиям, то электролит может иметь другой состав (г/л воды):
Подготовка детали
Подлежащие хромированию поверхности должны быть тщательно подготовлены. С них удаляют лак, краску, пятна ржавчины, загрязнения.
Некачественное проведение подготовки плоскостей деталей приводит к тому, что хромовое покрытие образуется с мелкими раковинами.
После зачистки детали подлежат обезжириванию.

Специалисты отмечают, что уайт-спирит или бензин для этой цели использовать не стоит, так как они не обеспечат нужного качества последующего хромирования. Целесообразно сделать специальный раствор, примером которого может служить следующий состав (компоненты отражены в г/л воды):
- едкий натр – 150;
- кальцинированная сода – 50;
- силикатный клей – 5.
Раствор подогревают примерно до 90°С и опускают на 20 минут деталь, подлежащую обезжириванию. Если присутствует сложный рельеф, то время выдержки допускается увеличить до 45 – 60 минут.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Проводя операции по хромированию необходимо учитывать, что подобное покрытие возможно нанести, если детали медные, никелевые или латунные. Если возникла необходимость выполнить подобное действие со стальными предметами, то потребуется предварительно защитить их слоями соответствующих металлов.
- Видео:
- Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
Причины появления дефектов
Достаточно сложный для самостоятельного исполнения процесс хромирования не всегда дает безупречный результат. Чтобы в дальнейшем избежать ошибок, необходимо знать причины, приведшие к появлению дефектов.
- Из-за недостаточной температуры электролита или превышающей норму силы тока на плоскостях образуется неравномерный блеск, снижающий эстетическое восприятие всего предмета. Причиной полного отсутствия блеска может являться неправильно рассчитанная концентрация CrO3 (меньше или больше нормы) или недостаток H2SO4.
- Если слой получился неравномерным, значит в процессе работы подавался ток со значениями, превышающими рекомендуемую норму. Чрезмерно мягкое покрытие означает, что было допущено превышение температуры нагрева электролита
- За появление на готовой хромировке коричневых пятен отвечает избыточное количество хрома или дефицит кислоты. Отслоение готового покрытия происходит из-за перебоев в подаче напряжения, использования остывшего электролита или некачественного обезжиривания.

P.S. Целесообразно учитывать указанные факторы, чтобы избежать появления подобных дефектов при выполнении операции хромирования собственными силами.
Как можно самостоятельно хромировать детали в домашних условиях?
Необязательно быть химиком со стажем, чтобы провести хромирование деталей в домашних условиях своими руками.
Данный метод доступен рядовому умельцу, не нуждается в привлечении профессиональных знаний и потому остается популярным способом обработки.
Технология позволяет получить блестящую поверхность на металлической, пластмассовой, стеклянной или деревянной основе, не теряющую своего блеска под влиянием воздуха и воды.
Существуют схожие операции получения дополнительного металлического слоя: цинкование, никелирование, серебрение. Хромировка деталей (процесс нанесения хрома на изделие) включает несколько функций:
- Защитную. Слой хрома устойчив к температурным перепадам; он улучшает физико-химические характеристики поверхности, защищая ее от окисления, предавая предметам (деталям автомобилей, велосипедов, приборов) дополнительную прочность.
- Декоративную. Результатом гальванизации становится привлекательный внешний вид любого транспортного средства. Декоративное хромирование выгодно преображает детали интерьера — крепежные элементы потолочных карнизов, фурнитуру (ручки дверей или мебельные), декоративные подставки, сувениры.
- Восстанавливающую. Продлевает срок службы изношенной поверхности валов, втулок (если глубина износа не превышает 1 мм), тем самым увеличивая срок эксплуатации.
- Повышает износоустойчивость двигателей внутреннего сгорания (осаждается на трущиеся поверхности), всевозможных штампов и матриц, мерильных инструментов.
- Улучшает отражательные свойства (хромирование отражателей фар, производство прожекторов, технических и бытовых зеркал).
Технологии хромирования
Хромирование в домашних условиях может осуществляться несколькими способами:
- Гальванический (электролитический) метод. Атомы хрома из раствора электролита осаждается на поверхность заготовки под действием электрического тока. Наиболее популярный, способ имеет широкую сферу применения, включая создание изделий, обладающих отражающими свойствами. Гальваническое осаждение хрома позволяет добиться качественного покрытия, устойчивого к механическим и химическим повреждениям.
- Химический (каталитический). Метод основан на взаимодействии реагентов и восстановлении хрома из своих солей; электрический ток не применяется. Получаемый слой первоначально имеет серый цвет и нуждается в полировке. Химическое хромирование, из-за присутствия среди реагентов фосфора, позволяет покрывать качественным твердым слоем изделия сложной формы, включающие полости.
- Диффузионный метод (напыление хрома осуществляется с использованием гальванической кисти). Хромирование деталей в домашних условиях диффузным методом — компактный способ обработки, не требующий организации ванны. Контроль толщины и качества покрытия возможен непосредственно во время операции.
Подготовка рабочего места
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде.
Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение.
Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.

Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Хромирование в домашних условиях проводится в спецодежде, сапогах и фартуке. Руки защищают плотными латексными или резиновыми перчатками. Перед работой рекомендуется смазать носовую полость мазью, состоящей из вазелина и ланолина (в отношении 2 к 1).
Чтобы провести хромирование своими руками в домашних условиях на достойном уровне, часть инвентаря предлагается изготовить из подручных средств. В число предметов, составляющих набор для хромирования гальваническим путем, входит:
- Гальваническая ванна – сосуд из пластика, стекла, полиэтилена или пропилена (устойчивый к продолжительному воздействию агрессивной среды); подойдет и эмалированный. Для небольших предметов идеальна стеклянная банка. Для качественного электролиза выбранную посуду необходимо теплоизолировать (поместить в деревянный ящик, обитый изнутри стеклотканью с дополнительным утеплением минеральной или стекловатой).
- Источник питания – должен иметь характеристики: силу тока 50 А, допустимое напряжение 12 В, общую мощность не более 1 кВт.
- Нагревательное устройство для электролита, выдерживающее контакт с агрессивной средой (керамический ТЭН) соответствующей мощности. Допустимо использовать внешний подогреватель.
- Термометр, калиброванный до 100° по Цельсию.
- Крышка, герметично притертая к сосуду с электролитом (не металлическая).
- Электроды – анодом служит свинцовая пластина. Она погружается в емкость, катод присоединяется к хромируемому образцу. В роли катода удобно использовать зажим, удерживающий деталь. Последняя размещается в электролите так, чтобы не допустить касания стенок, дна и анода.
Источник питания
Для гальваники в домашней лаборатории подойдет заземленный источник постоянного тока с регулируемым напряжением 1,5-12 В, с максимальным током 20 А (для регулировки выходной мощности удобно пользоваться реостатом).

Выбор сечения соединительных проводов делают с учетом максимальной нагрузки (силы тока). Для хромирования мелких деталей используют провода с сечением 2,5 мм.
Состав и методика подготовки электролита
В смеси для осаждения хрома содержится:
- Дистиллированная (из аптеки) либо водопроводная (прокипяченная и отстоянная, идеально — фильтрованная) вода.
- Хромовый ангидрид (CrO3), из расчета 250 г на 1 л воды.
- Серная кислота (H2SO4) – 2-2.5 г/л (с удельной плотностью 1,84 г/см3).
- Сосуд наполовину заполнить водой, разогретой до 60º С.
- Всыпать хромовый ангидрид; добиться полного растворения, размешивая.
- Долить оставшуюся воду, осторожно добавить кислоту, перемешать.
- Электролит выдерживается 3,5 часа под номинальным током (для выравнивания плотности).
При соблюдении всех правил электролит становится темно-коричневым, после чего смесь отстаивается в прохладном помещении 1 сутки.
Чем лучше подготовить поверхность изделия, тем меньше проблем возникнет во время гальванического хромирования и качественнее будет покрытие.
- Предварительная механическая и химическая очистка. Удаляются сильные загрязнения (лак, краску, пятна ржавчины). Ржавчину с поверхности металла можно удалить травлением в кислоте, остатки краски — наждачной бумагой.
- Тонкая очистка. Следы загрязнений тщательно удаляются чистым куском материи.
- Обезжиривание. Для процедуры нужен раствор из 150 г едкого натра, 50 г кальцинированной соды и 5 г силикатного клея (расчет на 1 литр воды). Предмет выдерживается в растворе 20-60 минут при 90° С; на время влияет сложность формы.
- Электролит подогревается до 52±2°С (во время процесса поддерживается неизменный температурный режим).
- В сосуд (с закрепленным анодом) помещается деталь с прикрепленным катодом и прогревается до уравнивания температур.
- Подается напряжение. Время осаждения составляет от 20 минут до 1-2 часов, что определяется формой предмета.
- Деталь вынимается, промывается в дистиллированной воде (несколько раз) и сушится 3 часа; во время сушки прикасаться к ней нельзя. По такой методике хромируют детали из стали, латуни, бронзы.
Чтобы обеспечить хромирование пластика в домашних условиях, целесообразно изготовить гальваническую кисть (метод применим и для металлических изделий):
- Щетина (подойдет от малярной кисти) диаметром 20-25 мм плотно обматывается свинцовым проводом. Ее закрепляют с торца сосуда цилиндрической формы, который заправляется электролитом. Удобно использовать емкость, сделанную из оргстекла (контроль уровня раствора). В другом торце крепится диод.
- В схеме используется понижающий трансформатор (12 В, 0,8-1 А). Минус трансформатора крепится на хромируемый предмет (зажимом «крокодил»). Плюс идет на анод диода, катод диода подсоединяется к обмотке щетины.
- Слой жидкости наносится на обрабатываемую поверхность плавными равномерными движениями; каждый участок проходится кистью не менее 20 раз, не отрывая ее от поверхности.
- По завершении гальванотехники предмет промывают и сушат; грязь убирают компрессором.
- Видео: уникальная методика хромирования в домашних условиях.
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
Избыточный ток, задержка водорода.
Процесс того, как сделать хромирование деталей своими руками, привлекает доступностью и очевидной экономией средств.
Не надо иметь специальное образование, чтобы провести хромирование комплекта дисков или всего кузова, получить оригинальные ручки для дверей или шкафа.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл. Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса.
Источник https://www.autoezda.com/sv1/656-chrome.html
Источник https://proautomarki.ru/kak-provesti-hromirovanie-v-domashnih-ysloviiah-3-tehnologii-pokrytiia-detalei-hromom/





