Технология лужения кузова автомобиля



Борьба с коррозией. Лужение коррозированной поверхности
Тест паяльной пасты. Паста для лужения кузова
Лужение кузовных деталей пастой для лужения
лужение сварочного шва
Это Устройство Защитит ваш Автомобиль от Коррозии.
✔Нереально крутые идеи для самоделок из ОБЫЧНОГО ВАЗЕЛИНА/ОЛОВА И ЛИМОННОЙ КИСЛОТЫ
Гальваническая оцинковка порогов 2109 своими руками
Лужение сварных швов без пасты и кислоты
Ремонтные работы, предполагающие правку кузова автомобиля, редко обходятся без специальных операций, связанных с лужением металлических деталей. Пайка кузова оловом – распространённая процедура, требующая умелого владения техникой работы с паяльным инструментом. При её проведении расплавленный припой сначала наносится на соединяемые детали, а затем за счёт диффузии сплавляется с металлом заготовок.
После затвердевания устанавливается надёжный контакт листовых элементов кузова между собой. К специфике операций лужения следует отнести и то, что температура плавления припоя заметно ниже, чем тот же показатель для соединяемых металлов.
Общие сведения о технологии
Последовательность процесса выглядит следующим образом:
- подготовка деталей;
- покрытие поверхностей, предназначенных для спайки, флюсом;
- лужение кузова;
- пайка .
Соединение металлических и металлизированных элементов при пайке оловом осуществляется благодаря осаждению легкоплавкого сплава. При этом способе нужно использовать только припой, содержащий помимо основного металла еще и свинец. Применение чистого олова невозможно, так как оно недостаточно жидкотекучее, а значит плохо проникает между опорными поверхностями спаиваемых деталей кузова. Кроме того, при охлаждении металл без примеси становится хрупким, поэтому в зависимости от вида выполняемых работ к нему необходимо добавлять определенный процент свинца. Чаще всего в процентном соотношении это выгляди так: олово 33% и свинец 67%.
Стоит отметить, что оловянным припоем не паяют алюминий и его сплавы, для них существуют специальные составы.
Для прочих металлов используются свинцово-оловянные стержни (их толщина может отличаться), лудильный порошок, проволока, навитая на катушку, диаметром до 3 мм. Градус плавления припоя обычно составляет 230-250.

Окончательная зачистка
Неокрашенные элементы кузова (включая и его днище) перед пайкой следует очистить от пятен масла, грязи и инородных наслоений. Для этого удобнее всего воспользоваться металлической щёткой, удалив прежде ржавчину напильником.

Иногда для очистки от краски применяется специальная стеклянная шкурка, работать с которой следует очень осторожно, не допуская образования осадков. Для удаления обнаруженных на деталях разводов и следов жирных пятен можно воспользоваться той же смоченной в растворителе мягкой фланелью.
Если воспользоваться пескоструйной очисткой, то кузов будет подготовлен идеально к лужению, но такая процедура требует специального оборудования.
Полезные рекомендации
Паяльник не стоит раскалять докрасна, поскольку это приведет к испарению части оловянного припоя и медь окислится, а условия пайки ухудшатся. Для нагрева инструмента используйте пламя воздушно-газовой или кислородно-ацетиленовой сварочной горелки. Жало паяльника нужно перед началом работ залудить в припое.
Перед пайкой, выполняемой своими руками, обязательно проведите лужение, независимо от того какие предстоят работы: нанесение припоя на листовые детали или соединение двух элементов.
Всегда размещайте все необходимое под рукой, в частности припой, особенно когда речь идет о лужении паяльником.
Заплатка своими руками на кузов автомобиля (стеклоткань, пайка, сварка)

Хорошо если у вас есть возможность менять автомобили как перчатки. А если такой возможности нет? То видимо их предстоит «штопать»! Как и тем, у кого нет возможности менять эти самые перчатки. В общем, мы не хотим проводить аналогии о материальном благосостоянии автолюбителей, и тем более затрагивать их личное «я» в материальных вопросах, дело это житейское и не подлежит обсуждению.
А вот на счет практической информационной помощи в вопросах ремонта автомобилей, в этом мы вполне можем помочь. Итак, сегодняшняя наша тема о заплатках на машине. Такие заплатки нужны тогда, когда кузов имеет сквозную ржавчину и ничего более чем латать уже не остается. На самом деле существует несколько способов того, как можно заделать дыру в кузове. Именно о таких способах мы и поговорим.
Заплатка своими руками на кузов автомобиля из стекловолокна
Первый вариант, предложенный нами, это использование стекловолокна. Действительно, данный материал используется автолюбителями уже часто и успешно. Плюсов тому много, это и универсальность изготовления форм, и коррозионностойкость, и простота работы, и относительная дешевизна. Для фиксации стекловолокна и формирования форм используется эпоксидная смола. А теперь о том же, но с частным примером. Место установки будущей заплатки зачищается от ржавчины и грязи.
Подготовка металлических деталей
Первый этап работ в пайке деталей – их подготовка. Металлическая поверхность должна быть тщательно очищена от остатков соединений и вообще всего инородного. Для удаления с кузова краски или ее остатков нужно обработать поверхность деталей автомобиля швабером, предварительно своими руками зачистив металл напильником. Такие работы зачастую проводят стеклянной шкуркой и потому следует соблюдать осторожность, а если она новая, учитывать, что из-за этого может не полностью осадиться порошок. Чтобы удалить остатки жирных составов, детали необходимо промыть трихлорэтиленом или бензином.

Кузовной припой, имеющий в своем составе 30% олова и 70% свинца, при нагревании до температуры 180°. становится пластичным (похожим на замазку) и остается в этом состоянии вплоть до 260°, при которой он превращается в жидкость. Имеет смысл использовать кузовной припой только в тех местах, где его применение будет наиболее эффективным. Соединение двух панелей — одно из идеальных мест в этом смысле, поскольку припой будет затекать в место соединения и усиливать его, и, что еще более важно, будет предохранять это место от ржавчины. Также можно применять на поверхности, где сталь покрыта ржавчиной без сквозного повреждения. Стальная поверхность должна быть тщательно очищена перед пайкой, т.к. припой не пристанет к стали до тех пор, пока она не будет химически и физически чистой. Необходимо тщательно очистить место пайки от краски, других защитных покрытий и ржавчины при помощи пескоструйного аппарата. Краска вокруг места соединения (примерно 2 см от шва) счищается при помощи ручной шлифмашинки или нагреванием «мягким» пламенем газовой горелки, после чего отслоившаяся краска удаляется скребком. Перед пайкой поверхность должна быть залужена, т.е. на ней создан тонкий слой припоя. Обычный способ лужения начинается с покрытия поверхности флюсом, который необходим для того, чтобы остановить процесс окисления стали (сталь чернеет). Флюс плавится при более низкой температуре, чем припой, и, растекаясь по поверхности, предохраняет ее от воздействия воздуха на время, достаточное для того, чтобы припой растекся по стали и соединился с ней. В качестве альтернативы флюсу и припою можно использовать припойную краску — их готовую смесь: порошок припоя находится в флюсе во взвешенном состоянии. Тщательно размешав припойную краску, следует нанести ее на обрабатываемую поверхность толстым слоем. Следующим шагом будет воздействие пламенем на нанесенную краску; при этом припой плавится и растекается по поверхности стали. Точка плавления отчетливо видна, поскольку тускло-серый цвет припойной краски при этом сменяется серебристым блеском расплавленного припоя. Обычная ошибка при выполнении этой работы состоит в подаче слишком большого количества теплоты в течение короткого времени. При перегреве металла происходит быстрое испарение флюса и поверхность окисляется еще до того, как расплавляется припой. Если вы собираетесь использовать газовую горелку, выберите средний размер сопла, установите «мягкое» пламя (немного перекройте кислород) и осторожно поднесите его на нужное расстояние, но не такое близкое, как при сварке.
После лужения на поверхности остается небольшое количество «отходов» черноватого цвета, оставшихся от применения флюса, которые должны быть тщательно удалены перед нанесением дополнительного количества кузовного припоя. Остатки флюса легко удаляются влажной тряпкой. Нагрев участок поверхности размером с игральную карту, одновременно поднесите припой к концу горелки, чтобы он нагрелся, но не расплавился. Через одну-две минуты, когда панель разогреется до нужной температуры, попробуйте приложить припой к месту соединения. Если все готово, он расплавится до воскообразного состояния и приклеится к залуженной поверхности. Теперь нужно распределить припой вдоль поверхности соединения с небольшими регулярными интервалами. При этом даже не думайте о сглаживании поверхности: все, что сейчас требуется — это нагреть припой до размягчения (в пределах 180-260°.) и распределить его по обрабатываемой поверхности.
На стадии сглаживания припоя применяется лопатка из нержавеющей стали. Теоретически температурный диапазон, при котором припой находится в размягченном состоянии, кажется достаточно широким, но на практике, когда вы держите горелку, он кажется узким. Нагрейте кусок припоя на поверхности и держите рядом с ним лопатку. Периодически убирайте пламя и нажимайте на припой лопаткой, проверяя его состояние. Однако, если нагревать припой слишком долго, он расплавится и превратится в лужицу металла на полу. Даже если поверхность слегка выдается наружу, потом можно выровнять это место незасоряющимся напильником — припой очень мягок. Обработка напильником осуществляется под всеми углами, начиная с внешних сторон и далее внутрь. Окончательное сглаживание производится наждачной бумагой. При применении кузовного припоя на больших плоских поверхностях, таких как дверная панель, чтобы избежать теплового искривления поверхности, следует обрабатывать за один раз небольшие поверхности и каждый раз охлаждать обработанную поверхность мокрой тряпкой — это ограничивает распространение теплоты по панели.
Покрытие флюсом поверхностей, предназначенных для спайки
Покрытие флюсом элементов кузова необходимо для того, чтобы предотвратить окисление перед нагревом и в процессе пайки с помощью припоя из олова. Чтобы правильно выполнить работы на данном этапе, стоит предварительно просмотреть видео рекомендации в сети Интернет. Флюсом может служить хлористый цинк, вещества на его основе, канифоль, стеарин.
Хлористый цинк получают путем растворения в соляной кислоте цинка. Для данной процедуры подходящей емкостью является свинцовая. В результате происходящей в ней реакции выделяется водород, хлористый цинк остается по окончании ее. После использования последнего в качестве флюса, детали кузова нужно сразу же промыть, чтобы предотвратить воздействие на них кислоты. В работе используются также нейтральные вещества на основе хлористого цинка. Чаще всего ими обрабатывают места, которые подлежат пайке.
Для работ с медными электропроводами в качестве флюса используют канифоль. Для выполнения иных видов работ, в частности водопроводных, используют густую смазку-флюс или стеарин.

Порядок пайки
По завершении процедуры лужения можно переходить к следующему этапу работ – пайке корпуса автомобиля, которая может быть организована двумя способами: с использованием открытого огня горелки или же при помощи мощного электропаяльника.
Перед началом паяльных процедур элементы кузова обильно смачиваются флюсом, а затем накладываются с небольшим перекрытием друг на друга (пайка встык в этом случае недопустима). После этого листы фиксируются специальными струбцинами, не нарушающими температурный режим в зоне пайки, и разогреваются хорошо раскалённым паяльником молоткового типа.
Потом к стыковочному шву подносится брусок припоя, который в расплавленном виде равномерно заполняет пустоты между листовыми заготовками, а после остывания надёжно фиксирует их.
Порядок работы с мощным электропаяльником аналогичен описанному выше (за исключением того, что вместо открытого огня используется электросеть).
Лужение кузова
Непосредственно перед пайкой проводят лужение кузова. Этот этап несложно выполняется своими руками даже мастером-любителем. В данных работах используется паяльный инструмент, открытый огонь, припой.
Когда лужение выполняется паяльником, к его жалу подносят припой и ожидают, когда он начнет стекать на деталь. Это так называемое смачивание, после которого идет постепенное перемещение паяльника и нанесение тонкого слоя свинцово-оловянного состава на поверхность детали автомобиля. Конец припоя в данном варианте работ нужно время от времени покрывать флюсом.
С открытым огнем используют бруски или лудильный порошок. Когда применяют последний, деталь нагревают, протирают ветошью с нанесенным на нее порошкообразным составом. Соприкасаясь с поверхностью, припой в виде порошка из олова плавится, надежно сцепляясь с металлом. Когда осуществляют лужение наклонно или вертикально расположенных деталей, их протирают ветошью снизу вверх.
Удаление краски
Подготовительные работы перед лужением проводятся с целью очистки поверхности металлических заготовок от следов, оставшихся после окрашивания кузовных элементов. Для этого можно воспользоваться дрелью, оснащённой чистящей насадкой в виде «ёршика» с металлическими щетинками.

При небольших объёмах работ удобнее использовать крупную шкурку. По завершении удаления краски нужно стереть с поверхности остатки пыли и микрочастиц чистой фланелью, пропитанной в растворителе.
Лужение кузова автомобиля: пайка своими руками
О технологии лужения при проведении пайки кузовных деталей

При кузовном ремонте одним из способов соединения деталей (металлических, металлизированных) является пайка. Этот технологический процесс осуществляется благодаря расплавленному припою. При затвердевании его, вследствие диффузии в основной металл, происходит надежное соединение скрепляемых деталей автомобиля. Во время выполнения таких работ температура плавления припоя намного ниже, чем у основного металла, который не расплавляется. О процессе работы и лужении кузова автомобиля при ее проведении рассказано далее.
Общие сведения о технологии
Последовательность процесса выглядит следующим образом:
- подготовка деталей;
- покрытие поверхностей, предназначенных для спайки, флюсом;
- лужение кузова;
- пайка .
Соединение металлических и металлизированных элементов при пайке оловом осуществляется благодаря осаждению легкоплавкого сплава. При этом способе нужно использовать только припой, содержащий помимо основного металла еще и свинец. Применение чистого олова невозможно, так как оно недостаточно жидкотекучее, а значит плохо проникает между опорными поверхностями спаиваемых деталей кузова. Кроме того, при охлаждении металл без примеси становится хрупким, поэтому в зависимости от вида выполняемых работ к нему необходимо добавлять определенный процент свинца. Чаще всего в процентном соотношении это выгляди так: олово 33% и свинец 67%.
Стоит отметить, что оловянным припоем не паяют алюминий и его сплавы, для них существуют специальные составы.
Для прочих металлов используются свинцово-оловянные стержни (их толщина может отличаться), лудильный порошок, проволока, навитая на катушку, диаметром до 3 мм. Градус плавления припоя обычно составляет 230-250.

Полезные рекомендации
Паяльник не стоит раскалять докрасна, поскольку это приведет к испарению части оловянного припоя и медь окислится, а условия пайки ухудшатся. Для нагрева инструмента используйте пламя воздушно-газовой или кислородно-ацетиленовой сварочной горелки. Жало паяльника нужно перед началом работ залудить в припое.
Перед пайкой, выполняемой своими руками, обязательно проведите лужение, независимо от того какие предстоят работы: нанесение припоя на листовые детали или соединение двух элементов.
Всегда размещайте все необходимое под рукой, в частности припой, особенно когда речь идет о лужении паяльником.
Подготовка металлических деталей
Первый этап работ в пайке деталей – их подготовка. Металлическая поверхность должна быть тщательно очищена от остатков соединений и вообще всего инородного. Для удаления с кузова краски или ее остатков нужно обработать поверхность деталей автомобиля швабером, предварительно своими руками зачистив металл напильником. Такие работы зачастую проводят стеклянной шкуркой и потому следует соблюдать осторожность, а если она новая, учитывать, что из-за этого может не полностью осадиться порошок. Чтобы удалить остатки жирных составов, детали необходимо промыть трихлорэтиленом или бензином.

Покрытие флюсом поверхностей, предназначенных для спайки
Покрытие флюсом элементов кузова необходимо для того, чтобы предотвратить окисление перед нагревом и в процессе пайки с помощью припоя из олова. Чтобы правильно выполнить работы на данном этапе, стоит предварительно просмотреть видео рекомендации в сети Интернет. Флюсом может служить хлористый цинк, вещества на его основе, канифоль, стеарин.
Хлористый цинк получают путем растворения в соляной кислоте цинка. Для данной процедуры подходящей емкостью является свинцовая. В результате происходящей в ней реакции выделяется водород, хлористый цинк остается по окончании ее. После использования последнего в качестве флюса, детали кузова нужно сразу же промыть, чтобы предотвратить воздействие на них кислоты. В работе используются также нейтральные вещества на основе хлористого цинка. Чаще всего ими обрабатывают места, которые подлежат пайке.
Для работ с медными электропроводами в качестве флюса используют канифоль. Для выполнения иных видов работ, в частности водопроводных, используют густую смазку-флюс или стеарин.

Лужение кузова
Непосредственно перед пайкой проводят лужение кузова. Этот этап несложно выполняется своими руками даже мастером-любителем. В данных работах используется паяльный инструмент, открытый огонь, припой.
Когда лужение выполняется паяльником, к его жалу подносят припой и ожидают, когда он начнет стекать на деталь. Это так называемое смачивание, после которого идет постепенное перемещение паяльника и нанесение тонкого слоя свинцово-оловянного состава на поверхность детали автомобиля. Конец припоя в данном варианте работ нужно время от времени покрывать флюсом.
С открытым огнем используют бруски или лудильный порошок. Когда применяют последний, деталь нагревают, протирают ветошью с нанесенным на нее порошкообразным составом. Соприкасаясь с поверхностью, припой в виде порошка из олова плавится, надежно сцепляясь с металлом. Когда осуществляют лужение наклонно или вертикально расположенных деталей, их протирают ветошью снизу вверх.
Проведение пайки
После лужения проводят пайку деталей автомобиля (желательно предварительно просмотреть видео с рекомендациями как сделать ее правильно). Перед началом данного этапа работ элементы кузова покрываются флюсом, их окончательно размещают так, как это необходимо, но обязательно с перекрытием. Устанавливать встык нежелательно, так как такая пайка получается ненадежной из-за низкой механической прочности припоя.

Детали соединяют зажимами или другими приспособлениями, которые не нарушают их нагрев. Паяльник поднимает температуру на поверхности, в результате идет расплавление припоя (если есть потребность, можно добавить нужный объем от общей пластинки).
На листовые детали припой наносят двумя способами: с помощью открытого пламени или паяльника.
Открытое пламя нагревает лист и при протирке рабочей плоскости кузова после бруска припоя остается слой пастообразной консистенции. Затем протирают поверхность ветошью с флюсом, заглаживая прогретый состав.
Паяльником кусок проволоки или бруска припоя расплавляют, затем прижимают к детали. Нужно следить за тем, чтобы состав не перегрелся и не потек вдоль наклонных частей.
Способы лужения кузова авто
Ремонтные работы, предполагающие правку кузова автомобиля, редко обходятся без специальных операций, связанных с лужением металлических деталей. Пайка кузова оловом – распространённая процедура, требующая умелого владения техникой работы с паяльным инструментом. При её проведении расплавленный припой сначала наносится на соединяемые детали, а затем за счёт диффузии сплавляется с металлом заготовок.
После затвердевания устанавливается надёжный контакт листовых элементов кузова между собой. К специфике операций лужения следует отнести и то, что температура плавления припоя заметно ниже, чем тот же показатель для соединяемых металлов.
Общие сведения о технологии
 Для получения качественного соединения кузовных деталей необходимо выполнить следующие действия:
Для получения качественного соединения кузовных деталей необходимо выполнить следующие действия:
- сначала все детали кузова тщательно подготавливают к ремонту;
- затем предназначенные для спайки поверхности обрабатывают флюсом;
- после этого следует хорошо залудить их (для этих целей используется специальная паста для лужения кузова);
- завершаются эти работы пайкой автомобильных деталей.
Для надёжного соединения металлических заготовок методом пайки применяется припой, в котором помимо основного компонента должен присутствовать свинец.
Использование одного чистого олова недопустимо, поскольку оно не обеспечивает требуемой текучести расплава, а, следовательно, не позволяет получить качественное сочленение. Добавим к этому, что при лужении кузова автомобиля без специальной примеси после остывания металла припой становится хрупким.



Во избежание этого, к нему ещё до начала пайки добавляется намного свинца. В пропорции это выглядит так: олова 33 процента, а остальное – свинец.
Указанный вид припоя не предназначается для пайки деталей авто из алюминия и его сплавов. Для работы с этими металлами должны применяться особые свинцово-оловянные стержни, а также специальный лудильный порошок. Температура плавления таких оловянных припоев не превышает 230-250 градусов.
Удаление краски
Подготовительные работы перед лужением проводятся с целью очистки поверхности металлических заготовок от следов, оставшихся после окрашивания кузовных элементов. Для этого можно воспользоваться дрелью, оснащённой чистящей насадкой в виде «ёршика» с металлическими щетинками.

При небольших объёмах работ удобнее использовать крупную шкурку. По завершении удаления краски нужно стереть с поверхности остатки пыли и микрочастиц чистой фланелью, пропитанной в растворителе.
Окончательная зачистка
Неокрашенные элементы кузова (включая и его днище) перед пайкой следует очистить от пятен масла, грязи и инородных наслоений. Для этого удобнее всего воспользоваться металлической щёткой, удалив прежде ржавчину напильником.

Иногда для очистки от краски применяется специальная стеклянная шкурка, работать с которой следует очень осторожно, не допуская образования осадков. Для удаления обнаруженных на деталях разводов и следов жирных пятен можно воспользоваться той же смоченной в растворителе мягкой фланелью.
Если воспользоваться пескоструйной очисткой, то кузов будет подготовлен идеально к лужению, но такая процедура требует специального оборудования.
Обработка флюсом
Необходимость в предварительной обработке флюсовым составом объясняется желанием не допустить окисления поверхностей до начала и в процессе проведения работ. В качестве флюса могут использоваться хлористый цинк, а также его производные с добавлением канифоли и стеарина.

В процессе покрытия листовых заготовок необходимо внимательно следить за тем, чтобы не образовалось «пропусков» или не закрытых флюсовым составом мест. В противном случае их будет очень сложно залудить и пропаять.

Поскольку хлористый цинк является химически активным продуктом – для его хранения должна использоваться только стеклянная посуда. По окончании обработки кузова поверхность необходимо тщательно протереть, чтобы удалить остатки реактива и исключить вероятность окисления металла.

Применение специальной пасты для лужения, в состав которой входит флюс и припой, ускорит работу. После ее нанесения поверхность кузова останется всего лишь прогреть газовой горелкой, и она будет готова к пайке.
Лужение паяльником
Лужение кузова или любой другой детали автомобиля (авторадиатора, например) позволяет подготовить их к последующей пайке и значительно облегчает её. Эти работы относительно просты в исполнении и могут быть выполнены самостоятельно.
 Для их проведения потребуются следующие расходные материалы и инструменты:
Для их проведения потребуются следующие расходные материалы и инструменты:
- источник открытого огня (паяльная лампа, горелка);
- специальное паяльное приспособление (молотковый паяльник);
- припой, флюс и канифоль.
Ниже описывается общий порядок проведения работ, когда лудить предполагается с помощью паяльника, нагреваемого на открытом огне.
Сначала к раскалённому жалу подносят кусочек припоя и держат до тех пор, пока тот не начнёт стекать в рабочую зону. При этом происходит смачивание обрабатываемой поверхности, для облегчения которой паяльник постепенно перемещается вдоль листа. В результате этой операции на детали образуется тонкий слой из свинцово-оловянного состава.

Во время лужения открытым огнём брусок припоя периодически смачивается флюсом или специальным лудильным порошком.
Одновременно с нанесением последнего хорошо прогретая поверхность тщательно протирается ветошью, что обеспечивает лучшее распределение флюсового состава. При соприкосновении с ним припой плавится, равномерно смачивая структуру металла.

Порядок пайки
По завершении процедуры лужения можно переходить к следующему этапу работ – пайке корпуса автомобиля, которая может быть организована двумя способами: с использованием открытого огня горелки или же при помощи мощного электропаяльника.
 Перед началом паяльных процедур элементы кузова обильно смачиваются флюсом, а затем накладываются с небольшим перекрытием друг на друга (пайка встык в этом случае недопустима). После этого листы фиксируются специальными струбцинами, не нарушающими температурный режим в зоне пайки, и разогреваются хорошо раскалённым паяльником молоткового типа.
Перед началом паяльных процедур элементы кузова обильно смачиваются флюсом, а затем накладываются с небольшим перекрытием друг на друга (пайка встык в этом случае недопустима). После этого листы фиксируются специальными струбцинами, не нарушающими температурный режим в зоне пайки, и разогреваются хорошо раскалённым паяльником молоткового типа.
Потом к стыковочному шву подносится брусок припоя, который в расплавленном виде равномерно заполняет пустоты между листовыми заготовками, а после остывания надёжно фиксирует их.
Порядок работы с мощным электропаяльником аналогичен описанному выше (за исключением того, что вместо открытого огня используется электросеть).
Рекомендации специалиста
Перед началом работ по лужению и пайке кузова желательно ознакомиться со следующими рекомендациями профессионалов:
- при пайке кузова автомобиля паяльник не следует нагревать до сильного каления, так как это может вызвать испарение части олова. В результате перегрева входящая в состав заготовок медь окисляется, а качество пайки снижается;
- для нагрева паяльного инструмента удобнее всего воспользоваться газовой горелкой;
- в процессе нагрева жало паяльника должно непрерывно смачиваться в припое;
- перед тем как приступать к пайке, нужно залудить все подготовленные детали автомобиля, независимо от того, в каком виде они представлены (как листовые заготовки или отдельные конструктивные элементы).
В заключение отметим, что во время проведения ремонтных работ необходимые для лужения и пайки компоненты всегда должны располагаться под рукой (это касается как припоя и флюса, так и других расходных материалов).
Сообщества › Кузовной Ремонт › Блог › Лужение и пайка автомобильных кузовов. Часть 2. Оборудование и материалы.

По просьбам отписавшихся в комментариях к моему небольшому отчёту, пилю отдельный пост про технологию лужения и шпатлевания припоем.
Начну с материалов и оборудования. Для подобного ремонта нам понадобится:
1.Источник тепла
2.Припой
3.Флюс
4.Инструменты и расходники под мехобработку
Источников тепла огромное множество, условно разделю их на паяльники и горелки с фенами.
Почему именно так? Всё просто: паяльники (обычный, молотковый радиаторный, неэлектрический топориком) являются, по сути, точечными источниками тепла. Они концентрированно нагревают небольшую площадь, ограниченную размерами жала и полностью расплавляют припой на этой площади, не позволяя удерживать большое количество припоя в кашеобразном состоянии. Однако, для выравнивания горизонтальных поверхностей типа крыши или съёмных элементов типа передних крыльев, капота, багажника, дверей вполне подходят. Так же с помощью обыного паяльника можно просто лудить горизонтальные и вертикальные поверхности, например, рамки лобового или заднего стёкол. К достоинству следует отнести дешевизну этих инструментов — обычный 100вт паяльник, каким я сам пользуюсь, стоит в районе 300 рублей. Про недостатки я уже упомянул.

Молотковые и топориковые паяльники применяются, как правило, для пайки радиаторов, и вследствие их большей дороговизны и специфичности, применять для пайки кузова их я смысла не вижу, так как они обладают точно такими же недостатками.
Что касается различных горелок, то их тоже большое множество. Для удобства просмотра перечислю списком сразу с достоинствами и недостатками:

+Большой факел, позволяющий равномерно нагревать большую по площади поверхность
+ Относительно невысокая (900-1000 градусов) температура пламени, что облегчает удерживание припоя именно в кашеобразном, а не жидком состоянии
+Дешевизна самой лампы (порядка 700-800р), дешевизна и доступность топлива (бензин)
— Большой вес (порядка 1 кг вес лампы, плюс около кг плескающегося в ней бензина) и габариты лампы, что затрудняет длительную работу
— Лампе необходим довольно долгий прогрев, по хорошему не менее 15 минут, иначе в непрогретой лампе пламя перенасыщенно парами бензина, что приводит к мгновенному оседанию сажи на поверхности и делает пайку невозможной
Газовые горелки с одноразовыми сменными баллонами

+Компактность и малый вес
+Дешевизна (порядка 400 рублей за насадку)
— Ненадёжность и плохое качество исполнения дешевых горелок
— Одноразовость баллонов
— При долгом использовании одноразовые баллоны могут влететь в копеечку
— Затруднённая или невозможная работа при отрицательных температурах
Газовые горелки и резаки

+Наибольшая тепловая мощность и производительность
+Удобство и лёгкость
+Возможность подбирать мундштук и горелку под каждую конкретную вмятину
-Дороговизна оборудования
-Необходимость иметь газовые баллоны и периодически заправлять их
-При неаккуратном использовании очень легко перегреть основной металл

+Питание от электричества (впрочем, для кого то это может стать минусом)
+Равномерный нагрев по большой площади
+Полное отсутствие загрязнения поверхности
-Малая мощность
-Дороговизна
Если любую из горелок можно использовать как единственный самостоятельный источник тепла, то мощности фена хватит только на лужение, и то, довольно медленное, паять с одной лишь его помощью не получится. Лично я использую фен вместе с паяльником, вместе они дают хороший результат, но только вместе. Также иногда прибегают к помощи паяльной лампы, другими видами горелок не пользуясь так как не располагаю 🙂
С источниками тепла разобрались, идём дальше. Самый главный расходный материал — припой.
Наиболее распространены марки припоя ПОС-60(61, 63), ПОС 40 и ПОС 30.
В чём их отличие для нас, как для кузовщиков? Обратимся к диаграмме состояния свинец-олово.
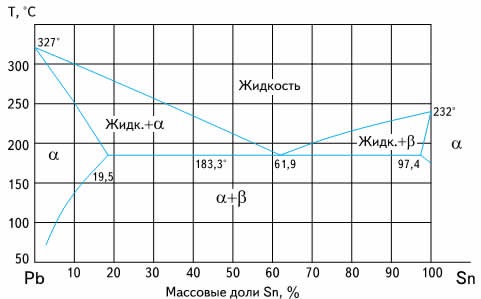
Как мы видим, сплав содержащий примерно 62 процента олова имеет не только наименьшую температуру плавления и кристаллизации, что для нас мало важно, но также имеет чёткую границу между твёрдым и жидким состоянием, на научном языке точки ликвидуса и солидуса совпадают. Для нас это значит то, что припой ПОС 60 при достижении температуры 183 градуса и выше мгновенно расплавится и потечёт. Припои ПОС 40 и ПОС 30 при температурах свыше 183 градусов сперва переходят в смешанное кашеобразное сотояние (Жидк+ a), и только после плавятся полностью, что нам, собственно и нужно.
Поэтому применяем припои ПОС 40 и ПОС 30. Ещё одним их плюсом является заметно меньшая стоимость, чем у припоя ПОС 60.
В продаже можно встретить припои в тонких прутках и в 8мм прутках. Первые предназначены для пайки электроники и почему то всегда стоят значительно дороже (в перечёте на вес) 8мм прутков. К тому же, в процессе заполнения неровностей припоя будет уходить очень много, 100 граммовые катушки нам не подойдут. Поэтому берём припой в прутках 8мм, я беру на Авито и иногда на одной местной барахолке, цена составляет от 90р/пруток (в прутке около 200 грамм) на Авито. Также на Авито можно встретить плиты, бруски, кубы из припоя массой от нескольки грамм до нескольких десятков килограмм.

Я примемняю обычную паяльную кислоту — хлорид цинка. Моё мнение, что со своими задачами справляется полностью. Отмечу лишь то, что довелось мне как то паять железо с флюсом ЗИЛ-2, лудилось и паялось немного лучше, однако ЗИЛ-2 я встречал только в маленьких баночках по 60р за 20мл, что совершенно небюджетно ибо уходит кислоты очень много. Я покупаю кислоту в Чип и Дипе — 300р за 0.5л бутылку и 500 за 1л.

Что касается канифоли и её нейтральности по отношению к железу, скажу, что железо с её помощью лудится и паяется довольно плохо, плюс она загрязняет поверхность, что дополнительно забирает время на очистку и мешает ориентироваться в количестве наплавленного припоя.
4.Инструмент для мехобработки.
Припой слишком мягкий, чтобы обрабатывать его как сталь и слишком твёрдый, чтобы обрабатывать как шпатлёвку. Шлифовальные (зачистные) абразивные круги на болгарке мгновенно забиваются и засаливаются, а бруском и наждачкой можно тереть до бесконечности. Поэтому основным инструментом мех.обработки является большой напильник с крупной риской.

Жаль, нет возможности сегодня сфотать свою коллекцию напильников, но, думаю, по фото понятно, какие они должны быть. Обратите внимание на величину рисок, она должна быть именно такая и не меньше, на крупном напильнике между двумя рисками должна помещаться спичка, на более мелком толстая иголка. Напильники с меньшей риской будут очень быстро забиваться и приходить в негодность.
Также неплохие результаты можно достигнуть с помощью шлифования абразивными кругами на липучке. Зерна P60-P90, подходят оптимально, я чаще всего использую P60. Шлифовать лучше всего полировальной машинкой, у неё как раз низкие обороты и большая мощность, можно болгаркой. Эксцентриковой машинкой шлифовать не советую так как её мощности тупо не хватит. И ещё — при механической шлифовке в воздухе витает свинцовая пыль, что для лёгких ни разу не полезно. Лучше сразу позаботиться о защите органов дыхания или вытяжке.
Чтобы не делать пост слишком длинным, о непосредственно технологии пайки кузова расскажу в следующей части.
Так как я человек хоть и знакомый с технологией и знающий много нюансов, но всё таки, по большому счёт, ещё новичок в этом деле, рад буду услышать дополнения и конструктивную критику от опытных паяльщиков.
Лужение и пайка кузова автомобиля
Приветствую Вас на блоге kuzov.info!
p, blockquote 1,0,0,0,0 —>
В этой статье мы рассмотрим как осуществляется лужение и пайка кузова автомобиля.
p, blockquote 2,0,0,0,0 —>
Лужение и пайка кузова автомобиля применялись при изготовлении и ремонте автомобилей с середины 1930‑х годов. Свинцовый припой использовался при массовом производстве автомобилей для нанесения на сварочные соединения внахлёст крыши и задних крыльев. Нанесение припоя на кузов долгие годы, до появления автомобильной шпаклёвки, оставалось традиционным методом ремонта повреждённого кузова автомобиля (см. статью об истории изобретения и развития шпаклёвки).
p, blockquote 3,0,0,0,0 —>
Содержание:
Процесс состоит в нанесении специального припоя на панели кузова, чтобы заполнить неровности, герметизировать и замаскировать сварочные соединения, а также запаять отверстия. В то время, как в современном кузовном ремонте чаще всего применяется шпаклёвка, при реставрации классических автомобилей по-прежнему используют припой. На самом деле, и лужение и шпаклёвка имеют свои преимущества и недостатки. Главными недостатками применения припоя для ремонта кузова являются сложность его нанесения и нагрев кузова. Слишком сложного в этом процессе ничего нет, но требуется соблюдать некоторые правила и приобрести навык. При правильном воздействии горелки нагрев получается достаточно щадящим. Даже краска с обратной стороны может остаться целой. Шпаклёвка в этом смысле выигрывает, так как наносится на поверхность легче припоя. По характеристикам припой во многом превосходит шпаклёвку. Его преимущества мы рассмотрим в этой статье ниже.
p, blockquote 5,0,0,0,0 —>
Припой размягчается нагревом и наносится на поверхность, подготовленную лужением. После остывания образуется прочная связь припоя с поверхностью металла.
p, blockquote 6,0,0,0,0 —>
Нанесение припоя на кузов может потребоваться там, где сложно или невозможно использовать другие методы ремонта. Припой удобно применять, когда металл слишком толстый для рихтовки и отсутствует доступ с обратной стороны панели. Припой можно использовать на местах, где возможно небольшое движение металла при эксплуатации автомобиля и шпаклёвка может треснуть (сварочное соединение). Припой хорошо герметизирует сварочный шов и гарантирует его коррозионную устойчивость. Также, при использовании кузовного припоя, толщина слоя не так критична, как при применении шпаклёвки. Припой хорошо подойдёт для мест кузова, где нужно сформировать кант.
p, blockquote 7,0,0,0,0 —>
Преимущества лужения и пайки кузова
Виды припоев для ремонта кузова
Что такое флюс? Какой флюс использовать для лужения кузова?
Цель флюса – облегчать процесс пайки и обеспечить прочность соединения припоя с металлом кузова. Одной из преград для достижения успешной пайки является нечистота поверхности (загрязнения и окисление). Загрязнения могут быть удалены механической чисткой, но окисление увеличивается при увеличении температуры, что ухудшает прикрепление припоя к ремонтной поверхности. Металл имеет тонкий слой оксидов или сульфидов, каким бы чистым он не выглядел. Флюс предназначен для того, чтобы убрать этот слой и должен предотвратить формирование нового оксидного слоя во время нанесения припоя. Флюс не только предотвращают окисление, но и обеспечивают химическую чистку и выполняет смачивающую функцию, сокращая поверхностное натяжение расплавленного припоя, помогая ему лучше растекаться по поверхности. Таким образом, припой не прилипнет на не подготовленную металлическую поверхность, он будет собираться в шарики. На подготовленной поверхности припой нормально растекается и прилипает.
p, blockquote 8,1,0,0,0 —>  Флюсовая паста для лужения.
Флюсовая паста для лужения.
Для лужения кузова применяется флюсовая паста. Она представляет собой некое подобие первичного грунта. В её состав входит кислота (хлорид цинка или соляная кислота) и припой в виде порошка. Кислота химически очищает поверхность и удаляет окисление, переводя его в растворимую соль, а порошок одновременно въедается в металл, оставляя очень тонкий слой (олова или олова со свинцом), который улучшает адгезию припоя при нанесении на ремонтную область.
p, blockquote 9,0,0,0,0 —>
После нанесения, пасту нужно нагреть и стереть остатки тряпкой.
p, blockquote 10,0,0,0,0 —>
Флюсовая паста активирована кислотой (хлорид цинка или соляная кислота), и её остатки требуется удалить после завершения нанесения припоя. Если флюс основан на соляной кислоте, то нейтрализовать её можно водой с содой, а потом обмыть чистой водой. Если флюс содержит хлорид цинка, то для нейтрализации потребуется ацетон. Также, можно использовать средство дихромат натрия.
p, blockquote 11,0,0,0,0 —>
Частицы от флюсовой пасты могут оставаться в порах и мелких углублениях сварочного шва, что может стать причиной коррозии. Поэтому, перед лужением и нанесением припоя, нужно, чтобы отверстия и углубления были заварены.
p, blockquote 12,0,0,1,0 —>
Какие инструменты и материалы нужны для лужения и пайки кузова?
Лужение и пайка кузова автомобиля
Свинец не желательно применять на тонком металле или быть осторожным, чтобы не перегреть тонкий листовой металл, тем самым, ослабив его. Тепловой деформации могут подвергаться особенно плоские панели, так как имеют меньшую жёсткость, в сравнении с выпуклыми формами и панелями, имеющими рёбра жёсткости.
p, blockquote 13,0,0,0,0 —>
Процесс лужения и пайки кузова (нанесение припоя):
p, blockquote 14,0,0,0,0 —>
- Сначала поверхность должна быть очищена от краски и возможной ржавчины. Используйте нейлоновый зачистной круг, который не удаляет металл при чистке. Зачищайте поверхность минимум на 5 см с запасом по краям. Протрите поверхность обезжиривателем или ацетоном.
- Нанесите кистью флюсовую пасту для припоя на ремонтируемую область с запасом по краям.
- Далее поверхность с нанесённой пастой разогревается пропановой горелкой (или другим источником пламени или горячего воздуха) до момента, когда приобретёт серебристо-коричневый пенистый вид. Когда это произойдёт, возьмите чистую хлопковую тряпку и вытрите излишки флюса. Чистой хлопковой тряпкой нужно разровнять слой и стереть остатки флюса. Должно получиться ярко-серебристое покрытие. Важно не перегревать пасту для лужения, иначе паста будет сожжена и её придётся счищать и наносить заново. Пламенем нужно водить, не задерживаясь на одном месте. Нужно использовать только кончик пламени.
- Можно применить другой метод лужения металла кузова. Нужно нагреть панель (не докрасна). После разогрева поверхности используйте медную мочалку для посуды, чтобы нанести флюсовую пасту. Удерживая плоскогубцами или зажимом для сварки, её нужно намокнуть во флюсовую пасту и начать протирать нагретую поверхность, продолжая поддерживать нагрев панели пламенем. После лужения, остатки от флюса нужно тщательно смыть с поверхности раствором горячей воды с содой.
- Нужно предварительно подготовить деревянный блок для разравнивания нанесённого припоя. Если он не новый и уже использовался, то нужно убрать остатки состава, предотвращающим прилипание к припою, который был на него нанесён в прошлый раз. Для этого можно отшлифовать его крупнозернистой шлифовальной бумагой. Подошва блока должна быть чистой и ровной. Далее его нужно смазать жиром (или пчелиным воском), чтобы он не прилипал к припою, а легко скользил по его поверхности. В процессе работы, может понадобиться снова нанести смазку.
 Нанесение и разглаживание припоя.
Нанесение и разглаживание припоя.
- Технология нанесения припоя может быть разной. Можно нагреть панель и припой и нанести его на поверхность горками в нескольких местах. Потом снова нагреть эти горки и разровнять деревянным блоком. Есть другой способ. Нужно разогреть поверхность кузова, поставить стержень припоя под углом 45 градусов к поверхности и разогреть его кончик до момента, когда он начнёт плавиться. Далее нужно наплавлять припой полосками, двигая припой вдоль поверхности.
- После нанесения полосок нужно снова разогреть припой и начать разравнивать деревянным блоком, поддерживая нужную температуру.
 Разглаженный припой (слева) и припой, обработанный кузовным напильником (справа).
Разглаженный припой (слева) и припой, обработанный кузовным напильником (справа).
- При обработке большой площади, можно удерживать в руке несколько стержней припоя. Как и в случае со шпаклёвкой, наносить припой нужно немного дальше повреждённой области и выше общего уровня всей панели, с запасом. Лучше потом срезать напильником излишек припоя, чем добавлять его после застывания. При работе на вертикальных поверхностях правильный нагрев припоя наиболее важен. Не страшно, если припой при разогреве и нанесении будет немного капать. Нужно просто немного увеличить расстояние пламени от поверхности.
- Следующим шагом, после остывания припоя, нужно очистить поверхность раствором соды в воде, чтобы нейтрализовать остатки флюса, а также стереть остатки масла от выравнивающей лопатки или блока. Этот этап особенно актуален, если остатки флюса стирались простой тряпкой (см. пункт №3). Смешайте пищевую соду (2 или 3 столовые ложки) на 1 литр воды и нанесите губкой, тряпкой или скотч-брайтом (чтобы оттереть въевшийся от нагрева флюс), тщательно вымойте поверхность этим средством, потом высушите феном или сжатым воздухом. После этого обработайте наждачной бумагой на сухую и покройте кислотным грунтом. После этого нужно обмыть поверхность чистой водой. Далее можно продуть поверхность, протереть обезжиривателем или ацетоном.
- Далее используйте специальный кузовной напильник, чтобы выровнять припой по форме панели. Более подробно о применении напильника можете прочитать в статье “рихтовка своими руками”. После обработки напильником, поверхность становится достаточно гладкой. Припой срезается напильником гораздо быстрее, чем прилегающая поверхность, поэтому периодически проверяйте форму припоя, чтобы не срезать лишнего. При обработке напильником, двигайте его диагонально вдоль ремонтной поверхности, приподнимая переднюю часть напильника. Если обрабатываете припой со свинцом шлифовальной бумагой, то лучше не использовать размер абразива меньше p80, чтобы пыль от шлифования не была слишком мелкой. Напильником нужно двигать наискосок, чтобы зазубрины и края не врезались в припой и не оставляли царапин. Обработка шлифовальной машинкой не должна производиться, так как образуется и поднимается в воздух токсичная пыль, которая вредна для здоровья, а также может прилипнуть к припою и вызывать коррозию.
 Кузовным напильником нужно двигать по диагонали.
Кузовным напильником нужно двигать по диагонали.
- При необходимости, можно нанести тонкий слой шпаклёвки, чтобы довести поверхность до идеала. Для повышения адгезии перед шпаклеванием или грунтованием акриловым грунтом, на поверхность с нанесённым и обработанным припоем можно нанести эпоксидный грунт (см. статью “эпоксидный грунт, применение”).
Запайка отверстий
p, blockquote 15,0,0,0,0 —> p, blockquote 16,0,0,0,1 —>
Кузовной ремонт: Способы соединения деталей — Пайка

Пайка оловянным припоем. Этот способ пайки обеспечивает соединение путем осаждения легкоплавкого сплава. Пайку оловянным припоем в ремонтных работах применяют для соединения наконечника с концом электрического провода, для напайки олова на листовые детали, готовящиеся под покраску, для выполнения некоторых соединений, которые невозможно получить штамповкой листов.
В качестве припоя чистое олово не применяют, так как оно является недостаточно жидкотекучим, чтобы проникнуть (просочиться) между опорными поверхностями соединяемых деталей, а при охлаждении оно становится хрупким.
В качестве сварочного металла, или припоя, применяют сплав свинца с оловом. Процентное соотношение каждого из металлов зависит от выполняемых работ. В большинстве случаев припой, применяемый для пайки в жестяном деле, представляет собой сплав, содержащий 67 % свинца и 33 % олова. Припой применяют в виде литых стержней различной толщины, проволоки диаметром 3 мм, навитой на катушку, и лудильного порошка. Температура плавления припоя 230–250 °C.
Первой операцией при выполнении пайки оловянным припоем является подготовка деталей. Необходимо, чтобы детали припаивались. Среди металлов, применяемых для изготовления автомобилей, мягкая сталь или сталь с покрытием, медь, латунь, сталь подвергаются пайке оловом. Алюминий и его сплавы оловянным припоем не паяют, однако для их пайки есть специальные сплавы.
Детали должны быть идеально чистыми. Металл должен быть очищен от инородных частиц и собственных соединений. Следует удалить все жировые вещества, для чего детали промывают в бензине или трихлорэтилене.
Краску с соединяемых поверхностей удаляют шабером. Окислы или сам металл начисто зачищают напильником. Стеклянную шкурку для зачистки необходимо использовать с большой предосторожностью. Порошок стекла наклеен на поверхность ткани, и пока шкурка новая, нет опасности осаждения порошка, но по мере ее износа трение вызывает образование теплоты, приводящее к расплавлению клея. Тогда клей начинает прилипать к деталям, частички клея, невидимые глазом, противодействуют соединению металла припоя с металлом детали. На производстве детали чаще всего подвергают очистке с помощью кислот.
Пайка встык не является прочной, так как припой обладает низкой механической прочностью. При пайке детали устанавливают друг на друга с перекрытием.
Для нагревания деталей и плавки припоя применяют паяльники или пламя сварочной горелки.
Рабочая часть паяльника является аккумулятором для частиц, которые, благодаря высокой теплопроводности меди, передаются в зону пайки с того момента, когда паяльник находится в контакте с деталями. Боек паяльника не должен выполняться в виде острия, он должен иметь сплющенную форму.
Массивная медная головка паяльника устанавливается в державке из стали, на конце которой выполнена ручка из теплоизоляционного материала. Чтобы поддерживать в них нужную температуру, большинство паяльников выполняются самонагревающимися. Для выполнения небольших работ нагрев паяльников может осуществляться электрическими спиралями. Для выполнения крупных работ паяльники нагревают пламенем воздушно-газовой смеси (бытовой газ, ацетилен, бутан, пропан).
Паяльник не надо нагревать докрасна. При нагревании паяльника докрасна капельки оловянного припоя испаряются, медь окисляется, в результате чего ухудшаются условия пайки.
Перед пайкой лезвие паяльника необходимо залудить в припое.
Для нагрева паяльника можно использовать пламя сварочной кислородно-ацетиленовой горелки. Регулирование пламени осуществляют при небольшом избытке ацетилена. Можно также применять воздушно-газовые горелки.
Разогрев паяльника пламенем обычно применяют для залужения больших поверхностей или в том случае, когда не хватает мощности паяльника. Однако применять сильно сконцентрированный источник огня нельзя.
Независимо от выполняемых работ, будь то соединение двух деталей либо нанесение припоя на листовые детали, необходимо сначала залудить поверхности, подвергаемые пайке.
Хотя поверхности, подвергаемые лужению, зачищаются до чистого металла, все равно, если не будут приняты специальные меры, в процессе нагрева поверхность металла, а также поверхность металлического припоя подвергаются окислению, а возникающая при этом окисная пленка противодействует схватыванию припоя с деталью.
При пайке оловянным припоем для предотвращения окисления перед нагревом и в процессе пайки поверхности, подвергаемые пайке, покрывают флюсом. В качестве флюсов может применяться хлористый цинк, который получают растворением цинка в соляной кислоте. Эту операцию выполняют в свинцовой емкости, в процессе ее выполнения происходит выделение водорода. После окончания реакции остается хлористый цинк.
Детали, пайка которых выполняется с применением хлористого цинка, после пайки необходимо сразу промыть, чтобы избежать возможного воздействия кислоты.
В качестве флюса применяют также нейтральные вещества на базе хлористого цинка. В большинстве случаев достаточно протереть или при необходимости обезжирить места, подвергаемые пайке.
В качестве других флюсов применяют канифоль для пайки медных электрических проводов, стеарин и густую смазку-флюс для выполнения водопроводных работ.
Если лужение выполняется с помощью паяльника, то припой приближают к лезвию паяльника и выжидают, пока припой не начнет стекать на деталь, т. е. начнется смачивание. Затем постепенно перемещают паяльник в контакте с припоем, нанося тонкий слой припоя на поверхность детали. При этом необходимо периодически покрывать конец припоя флюсом.
Лужение с применением открытого пламени может выполняться с использованием припоя в виде брусков или, что более удобно, в виде лудильного порошка. В последнем случае деталь нагревают и протирают тканевым тампоном, на который насыпают немного лудильного порошка. При соприкосновении с деталью оловянный припой плавится и сцепляется с металлом. При лужении вертикально или наклонно расположенных деталей необходимо протирать поверхность в направлении снизу вверх.
Пайку двух деталей выполняют после лужения, предварительно покрыв сопрягаемые поверхности флюсом и окончательно установив их относительно друг друга. Детали слегка сжимают либо с помощью зажимов, либо другим способом, не мешающим нагреву деталей. Затем прикладывают боек паяльника к сопрягаемым поверхностям и прогревают их до расплавления припоя. При необходимости для добавки припоя расплавляют небольшой кусочек от пластинки припоя.
Итак, наносить припой на листовые детали можно двумя способами:
– с помощью паяльника. Конец бруска или проволоки припоя расплавляют и прижимают к детали. При этом необходимо следить, чтобы нагрев был не очень сильным и жидкий припой не стекал вдоль наклонных частей;
– с помощью открытого пламени. Лист нагревают до такой степени, чтобы при протирке поверхности бруском припоя на ней оставался пастообразный слой. После того как вся поверхность будет покрыта припоем, ее слегка подогревают для превращения припоя в пастообразное состояние, затем заглаживают, протирая поверхность тампоном из ткани, покрытым флюсом.
Для нанесения припоя на вертикальные участки или толстые стыки можно изготовить форму из металла, не соединяющегося с оловянным припоем. Форму прижимают к листам, и припой стекает из формы на деталь. После нанесения припоя следы флюса следует удалить, затем обработать поверхность напильником с целью придания ей нужной формы. Окончательную доводку поверхности при необходимости осуществляют полировальной машинкой или вручную.
Пайка латунным припоем. При этом способе пайки жесткое неразъемное соединение получается осаждением латуни с кремнием, которые в результате плавления растекаются и обеспечивают достаточно прочное соединение. Затвердевший шов латуни закрепляет соединенные детали.
Пайка латунным припоем применяется при ремонте кузовов автомобилей для заглушивания отверстий после высверливания точек сварки; для соединения деталей, которые нельзя нагревать до плавления; при опасности возникновения трудно выправляемых деформаций; для соединения разнородных металлов, а также для пайки деталей, которые не подвергаются автогенной пайке.
В качестве припоя применяют сплав меди с цинком, т. е. латунь с добавками, которые предназначены для уменьшения испарения цинка и снижения текучести расплава. Припой выпускают в виде круглых прутков с обработанными торцами.
В кузовных работах соединение с помощью указанного припоя осуществляется при нагреве деталей примерно до 650 °C. Диаметр прутков припоя находится в пределах 1,6–8,0 мм. Перед моментом сварки нагретый конец прутка должен быть помещен в банку с порошкообразным флюсом на основе бората натрия. Роль флюса заключается в удалении окислов, образующихся при нагревании в зонах пайки.
Этот же металлический припой выпускается с покрытием флюсом, которое наносится протягиванием прутка на прессе. Такое исполнение исключает непроизводительные операции с порошкообразным флюсом.
Участки, подвергаемые пайке, должны быть тщательно очищены, металл должен быть обнажен путем опиливания напильником или шлифованием.
Детали можно соединять встык, внахлестку или под углом. Если предусматривается пайка встык, то припой должен не только просочиться между соединяемыми кромками, но и образовать шов, возвышающийся над основным металлом на величину около 10 % толщины металла. Чтобы обеспечить хорошее скрепление, шов должен быть симметричным, шириной, равной трем толщинам металла. Отверстия, подвергаемые запайке, должны быть зачищены по всей окружности на ширину, равную трем толщинам металла.
Для нагрева наиболее часто применяют пламя кислородно-ацетиленовой горелки. При пайке стальных листов, которые чаще всего сваривают при кузовных работах, расход сварочной горелки составляет 60 л ацетилена в 1 ч при 1 мм толщины пайки. При большом объеме сварочных работ обеспечивают небольшой излишек ацетилена, что дает возможность паяльщику быть уверенным, что пламя не будет вызывать окисление.
Первоначальное соединение деталей осуществляют короткими паяльными швами (точечная пайка). Горелку наклоняют под углом около 30°. Нагретый конец металлического припоя многократно погружают во флюс (если пруток без покрытия флюсом). Сварщик – «правша» держит горелку в правой руке и перемещает ее справа налево. Сварщик – «левша» выполняет пайку при симметричном расположении горелки и припоя.
После выполнения точечной пайки производят пайку непрерывным швом. При этом горелка наклонена в сторону охлаждающей части, конец пламени удерживают на расстоянии около 5 мм от плавящегося металла. Как только металл деталей покраснеет, расплавляют покрытый флюсом конец прутка. Жидкий припой растекается по участку, нагретому докрасна. Если возникает опасность скатывания припоя, надо слегка приподнять горелку на короткое время, которое обеспечит мгновенное затвердевание припоя. Так создается последовательность жидких участков, тщательно и равномерно связанных друг с другом. Если металл деталей недостаточно разогрет, припой не растекается. Если детали перегреты или они были недостаточно очищены, то металл припоя соскальзывает с деталей, не схватываясь с ними. При пайке без флюса возникают те же трудности.
После пайки латунным припоем флюс образует на паяной поверхности небольшие стеклянные капельки. Их можно удалить легким скалыванием или опиливанием напильником.
Пайка припоем легких сплавов. Этот способ применяется при пайке деталей кузова, материал которых известен, однако жестянщик может столкнуться с необходимостью пайки деталей из легких сплавов, состав которых ему незнаком, и тогда возникает вопрос подбора флюсов. Пайка этим припоем позволяет соединить края легких сплавов без их плавления, следовательно, без изменения их строения.
Широко распространенными припоями этого типа являются А-510 и аналогичные ему, температура плавления которых около 580 °C. Для этих припоев необходимо применять специальные флюсы, которые вызывают коррозию алюминиевых сплавов, поэтому после пайки флюсы необходимо удалять промывкой.
Пламя горелки должно быть с избытком ацетилена, обеспечивающего приблизительно в 3 раза большую длину пламени, чем обычно. Соединяемые кромки деталей обрабатывают шабером или напильником. При стыковой пайке следует предусмотреть небольшой зазор (0,2–0,3 мм). Пруток припоя покрывают флюсом путем нагревания его и погружения в порошок, либо составляют пасту вода-флюс, погружают в нее пруток и прокручивают для получения покрытия.
Линию пайки предварительно просушивают. Расплавляют на ней часть флюса, не доводя до плавления металлический припой. Затем расплавляют припой и непрерывно притирают пруток припоя к поверхности пайки. Расплавленный металл стекает на деталь, которая, однако, не должна плавиться. Затем дается выдержка до окончательного затвердевания.
Охлаждение применяют плавное, а затем шов промывают в проточной воде, протирая щеткой.
Пайке такими припоями могут подвергаться все легкие сплавы, за исключением тех, которые содержат более 1,5 % магния.
Пайка и лужение кузова
Бывает, что, несмотря на все усилия по устранению вмятины, на поверхности все же остаются углубления, что в особенности относится к работам, проведенным с применением вытягивающего молотка. В подобной ситуации не остается ничего иного, как прибегнуть к использованию вспомогательных выравнивающих материалов: синтетической шпатлевки или припоя с содержанием олова. Выравнивание шпатлевкой означает, что на поверхность кузова наносится синтетический материал, резко отличающийся по своим свойствам от материала подложки.При использовании шпатлевки должны быть решены две основные проблемы: должна быть обеспечена долговременная прочная связь между пластмассой, являющейся основой шпатлевки, и металлом; шпатлевка и металл обладают разными коэффициентами теплового расширения, поэтому колебания температуры не должны вызывать отслаивание шпатлевки. Наряду с температурными колебаниями во время эксплуатации автомобиля на его кузов воздействуют значительные нагрузки, что также отрицательно влияет на прочность соединения шпатлевки с основой. Исходя из этого, синтетические шпатлевки вряд ли пригодны для выравнивания боковых поверхностей кузова, если автомобиль подвергают жесткой каждодневной эксплуатации и частой мойке на автоматических моечных линиях.Какому из двух вариантов выравнивания поверхности кузова следует отдать предпочтение? Тот или иной вариант следует применять там, где в максимальной степени проявятся его преимущества. Так, особенность синтетических шпатлёвок состоит в том, что они допускают возможность быстрого устранения дефекта, причем работа может быть выполнена не самым квалифицированным жестянщиком. Шпатлевки особенно пригодны для устранения небольших дефектов. Если поверхность кузова подготовлена, соблюдена должная пропорция при смешении основного компонента с отвердителем и шпатлевка нанесена тонким слоем, никаких проблем, связанных с отслаиванием, возникать не должно. Прочное соединение шпатлевки с кузовом сохранится как при температурных колебаниях, так и при возникновении дополнительных напряжений между кузовом и отвержденным покрытием, так как тонкий слой шпатлевки обладает достаточной эластичностью, чтобы повторить любую конфигурацию кузова.Другое дело, если для восстановления первоначальной формы кузова требуется нанести большое количество вспомогательного выравнивающего материала. В такой ситуации предпочтение следует отдать пайке, поскольку припой, как и основа кузова, является металлом; соответствующие коэффициенты термического расширения отличаются не слишком существенно и опасность отслаивания исключается, в том числе и при значительных вибрациях кузова. В этом случае не существует и проблемы прочного соединения покрытия с основой, поскольку благодаря выбору соответствующего температурного режима при пайке кузова обеспечивается надежное соединение припоя с металлом кузова.Как правило, жестянщик не использует в своей практике шпатлевок. В отличие от маляров, для которых шпатлевание является обычным делом, жестянщик, занимающийся восстановлением формы кузовов, не обладает соответствующими знаниями и специфическими навыками. Если, исправляя какой-либо дефект, он все же прибегнет к шпатлеванию, то нанесет такой толстый слой шпатлевки, что рекламация будет гарантирована.Таким образом, настоятельно требуется соблюдать следующую рекомендацию. Основным объектом каждодневной практической деятельности жестянщика является металлическая поверхность, поэтому для выравнивания кузова в такой мастерской должен использоваться вспомогательный материал также на основе металла, иначе говоря, дефекты следует устранять только пайкой.Для пайки нужны следующие инструменты и вспомогательные материалы:· вращающаяся проволочная металлическая щетка ( ) и шлифовальная машинка;· горелка для газовой сварки с соплом диаметром 2 и 4 мм ( , );· средство защиты деревянных колодок от обгорания;· комплект деревянных колодок различной формы;· пастообразная полуда в комплекте с кисточкой ( );· припой (25%-ное заливочное олово) ( );· ветошь из хлопчатобумажной или льняной ткани (присутствие синтетических волокон и свободных ниток недопустимо);· напильник ( , ). Назначение отдельных инструментов и вспомогательных материалов требует пояснения. Основными компонентами припоя являются свинец и олово, смешанные в определенном соотношении. Смеси придают форму прутка. Температурный диапазон использования и его верхний предел определяются содержанием олова, которое может колебаться от 2 до 30%. Однако в практике ремонта кузовов особыми преимуществами обладает состав, которому отвечает 25%-ное содержание олова, которое определяют с помощью тарировочной линейки. Переход из твердого состояния в жидкое происходит в широком температурном интервале. При соответствующей температуре сплав приобретает тестообразную консистенцию и очень легко принимает любую заданную форму. При содержании 25% олова температура, допускающая возможность его использования для лужения, находится в диапазоне 186 – 260 градусов по Цельсию. Такой материал имеет маркировку L-Pb Sn 25 Sb, где: L – припой; Pb – свинец; Sn – олово; 25 – содержание олова (25%); Sb – сурьма. Комплект деревянных колодок. Необходимую форму тестообразному олову придают с помощью деревянных колодок. Поскольку элементы кузова могут иметь самую разнообразную конфигурацию, колодки, входящие в составы комплекта, обладают различной формой, что упрощает процесс разравнивания жидкого олова. Колодки бывают изготовлены из древесины бука, боярышника или пальмы. В комплект обычно входят 5-6 колодок различной конфигурации. Средство защиты деревянных колодок от обгорания. Деревянные колодки во время формования горячего олова могут обгореть, а расплавленный металл может к ним прилипнуть. Чтобы избежать этих нежелательных явлений, колодки хранят в специальной жидкости, которая препятствует их обгоранию и предупреждает налипание олова. Хорошим защитным эффектом обладают пчелиный воск(довольно дорогое средство), моторное масло или парафин. Полуда предназначена для обеспечения прочного сцепления припоя с поверхностью кузова. Чтобы перевести пасту в рабочее состояние, ее следует разогреть. В полуде содержится флюсующая добавка, которая при достижении рабочей температуры начинает выделяться из основного состава, окрашивая его в кофейный цвет, что служит свидетельством, что рабочая температура достигнута. Ветошь из хлопчатобумажной или льняной ткани. Прежде чем приступить к нанесению припоя, следует протереть поверхность, чтобы удалить выделившуюся флюсующую добавку, для чего используют ветошь из натуральных тканей. Присутствие в ветоши искусственных волокон недопустимо, иначе при контакте с горячей флюсующей добавкой они загорятся, и продукты сгорания загрязнят поверхность, препятствуя нормальной адгезии припоя. Аналогичная проблема может возникнуть, если в ветоши имеются свободные нитки. Вращающаяся проволочная щетка и шлифовальная машинка. Прежде чем приступить к нанесению полуды, поверхность кузова с помощью этих инструментов шлифуют до блеска. Шлифовку поверхности производят и после нанесения припоя. В этом случае, однако, следует использовать лишь низкооборотные шлифующие устройства, поскольку металлическая пыль, содержащая свинец, очень опасна для здоровья.Пайку поверхности кузова осуществляют так. Выправленную поверхность, включая прилегающую неповрежденную зону шириной около 50 мм, шлифуют вращающейся проволочной щеткой или шлифовальной машинкой до металлического блеска. Благодаря расширению области шлифования, обеспечивается отсутствие ступенек на границе перехода от луженой к неповрежденной поверхности кузова.На отшлифованную поверхность кисточкой наносят пастообразную полуду. Равномерно разогревают пасту горелкой для газовой сварки, перемещаясь от краев к середине. Ацетилен при настройке горелки следует подавать в избыточном количестве, чтобы получить светло-голубое пламя длиной около 5 см. По мере разогрева полуда начнет приобретать кофейный цвет, обусловленный «всплыванием» флюсующей добавки. Как только вся разогреваемая поверхность станет такого цвета, ее протирают чистой ветошью, в результате чего поверхность должна приобрести серебристый блеск.Теперь можно приступить к непосредственному нанесению припоя. Конец прутка припоя разогревают одновременно с поверхностью кузова. Как только сплав приобретет тестообразную консистенцию, конец стержня прижимают к обрабатываемой поверхности. Эту операцию повторяют до тех пор, пока все имеющиеся на поверхности углубления не окажутся заполнены припоем.Припой для равномерного распределения и уплотнения разравнивают деревянной колодкой, одновременно поддерживая его в расплавленном состоянии сварочной горелкой. Необходимо учитывать, что слишком большой подвод тепла приведет к стеканию припоя, а слишком слабый не позволит его разгладить. Именно в этой ситуации проявляет себя преимущество использования 25%-ной полуды, которая пребывает в расплавленном состоянии в очень широком температурном интервале.После того как поверхности кузова придали надлежащую форму, ее необходимо охладить, однако к резкому охлаждению прибегать не следует. Далее нужно выровнять ее напильником. При этом важно позаботиться о том, чтобы переход к неповрежденной поверхности был незаметен. Итак, лужение можно считать завершенным, далее следует подготовить поверхность к окрашиванию.При пайке необходимо использовать средства индивидуальной защиты: защитные очки, перчатки, средства защиты дыхательных путей.Кроме того, должны соблюдаться следующие правила техники безопасности:· во время работы не допускается есть, пить и курить;· по окончании работы следует тщательно вымыть руки. Опилки, содержащие ядовитый свинец, подлежат утилизации согласно соответствующим нормам охраны окружающей среды.Взято здесь —
Комментарии
Да, интересно читается. Надо будет как-нибудь попробовать.
есть дешевле вариант. продаётся в трубном отделе называется ПОС 30
Пару раз в практике пользовался методом пайки и наращивания кузова (капота) оловом , дорогих примочек не использовал .Соляная кислота для пайки , пром фен , припой с флюсом в трубочке и паяльник на 100 -150 вт . Нагрев поверхности феном после нанесение кислоты и еще раз нагрев . После паяльник с припоем ну и периодический прогрев для придания формы и более плавного растекания .1.Кислота паяльная 25 р 2.Припой с флюсом 50р 50 см 3.Паяльник 100 р4.Фен пром. 700 — 1200 нормальный . Для пробы можно и бюджетный вариант использовать
Ортофосфорная кислота для снятия — удаления остатков ржавчины , для пайки кислота нужна соляная , она продается в пузырьках по 25 , 50 , 150 гр (брать лучше те что с пипеткой а не стеклянные наносить удобней )так и написано для пайки (обычно) и купить можно в любых радиотоварах .
Да нормально , но я по Посам особенно не заморачивался ни когда на кузовном пофиг , вот если ты радиатор паяешь или клейму высокой нагрузки там желательно чтоб содержание свинца и температура плавления были выше .
ОООогонь)))) Pivo спасибо
королев к а — Ну теоретически возможно , ведь главное для пропайки процесс окисления ))) Pivo — я писал про бюджетный вариант , в твоем видео оборудования только на 15 тр задействовано (резак , 2 балона , пудра . )
Вот что написано в книге Л. Портера «Автомобильные кузова». Цитируем фрагмент: Нет сомнения в том, что в некоторых случаях припой имеет преимущества перед обычной шпаклевкой. Эпоксидная шпаклевка, как это не парадоксально звучит, имеет плохую репутацию именно благодаря своим достоинствам. Ее можно наносить на любую поверхность и ее часто используют для замазывания ржавых мест. Поскольку она не предназначена для защиты от ржавчины, через некоторое время она отваливается, а ржавчины становится еще больше. Припой же сразу не будет держаться на ржавчине. Если же эпоксидную шпаклевку нанести на чистый металл на котором будет держаться и припой, то результат будет ничуть не хуже. Поэтому, если Вы не убежденный консерватор, припой следует использовать только в тех ситуациях, где он может принести максимальную пользу по сравнению с обычной шпаклевкой. О дно из мест, где припой просто незаменим, это место соединения панелей. Жидкий припой легко затекает В узкий зазор между листами металла и, застывая там, во первых, делает шов более прочным и, во вторых, защищает металл от коррозии. Другая область применения припоя — места, тронутые коррозией, но не проржавевшие насквозь. Эти места надо очистить от коррозии пескоструем (или, очевидно, иным доступным способом) и покрыть припоем — коррозии здесь больше не будет никогда. Еще одно место, где припой имеет несравненные преимущества перед шпаклевкой — это ремонт тонких краев панелей, например, капота, дверей и пр. После удаления коррозии с помощью припоя можно нарастить утраченный участок панели. Уже неоднократно отмечалось, что перед пайкой поверхность металла должна быть хорошо очищена. Припой пристанет к металлу только в том случае, если его поверхность химически чиста. В этом случае он, в отличие от шпаклевки, в отличие от обычной шпаклевки, не просто прилипает к обрабатываемой поверхности, но соединяется с ней на молекулярном уровне, что делает их связь исключительно прочной и долговечной. Любые загрязнения препятствуют такому молекулярному соединению. … при работе с припоем, имейте ввиду, что входящий в его состав свинец очень ядовит. Особенно опасайтесь свинцовой пыли, которая образуется при выравнивании поверхности (шлифматериалами, напильниками). Не пренебрегайте маской для защиты дыхательных путей и перчатками.
Вчера заходил в Вюртмаркет. Паста для пайки оловом стоит 1900р. и кузовное олово столько же Блин, дорого-то как всё.
Источник https://rudnik43.ru/obrabotka/kak-ludit-kuzov-avto.html
Источник https://myducato.ru/kuzovnoj-remont/luzhenie-kuzova-avtomobilya-pajka-svoimi-rukami.html





